(568d) Co-Production of Hydrogen and Butanol By Fermentation with the Microorganism Cells Immobilized on Bagasse
AIChE Annual Meeting
2020
2020 Virtual AIChE Annual Meeting
Transport and Energy Processes
Alternative Fuels including Biofuels, Hydrogen, and Syngas
Thursday, November 19, 2020 - 8:45am to 9:00am
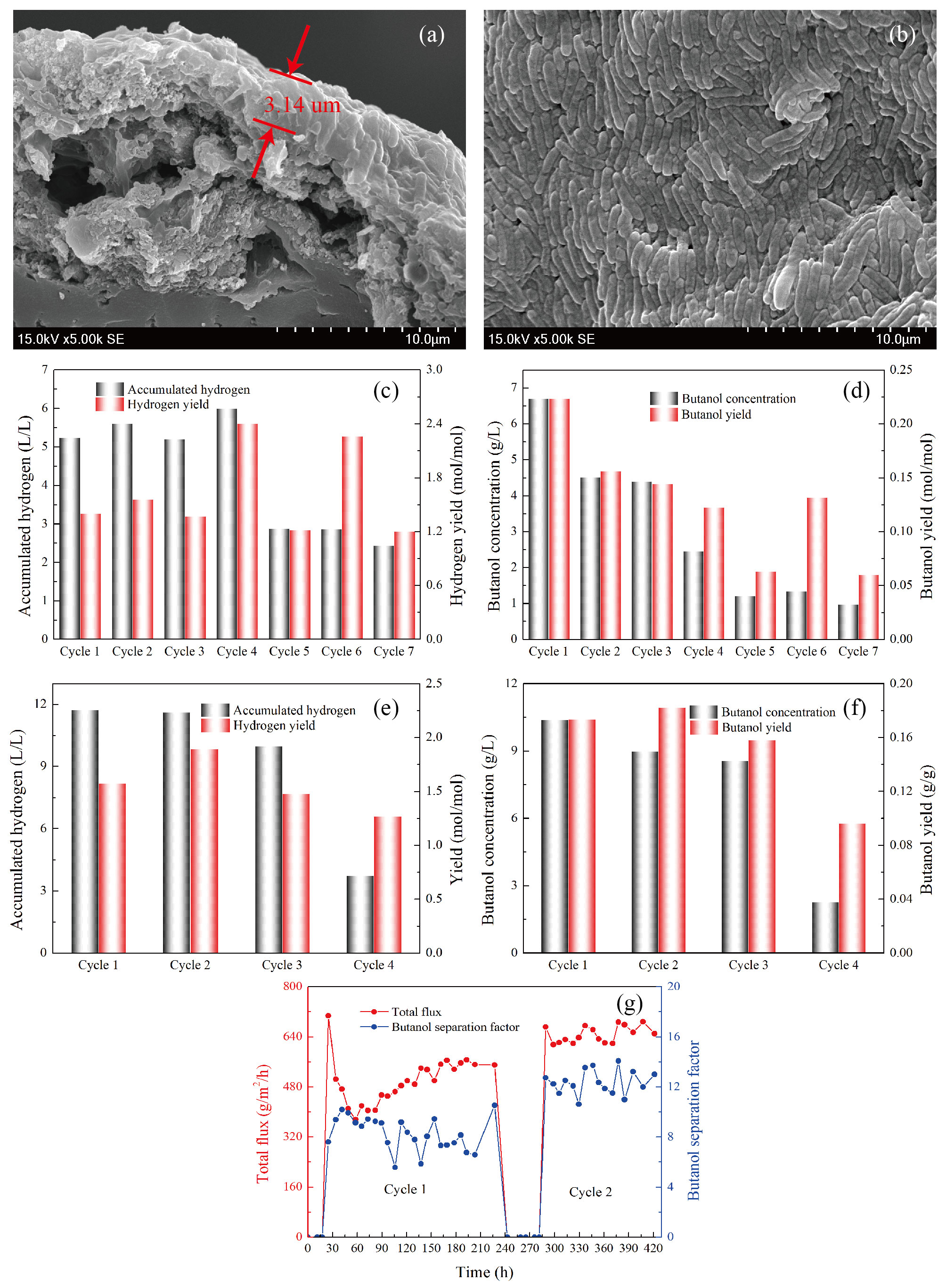
Firstly, three kinds of materials including activated carbon, bagasse and brick were chosen to be used as carriers to attach cells. The optimal carrier should be determined according to the fermentation performance and attachment capacity. SEM pictures showed that cells were apparently attached on all of the three kinds of materials’ surface. Biofilms composed of cells were also formed on several part of the carriers’ surface (cell layer was 3 micrometer thick on the activated carbon surface) and the cells on the carrier surface were orientated analogously as shown in Fig. a and b. Experiment showed that the butanol yield were with the highest value 0.22 g/g when the bagasse was used for attaching. The highest hydrogen yield 1.81 mol/mol was achieved when the brick was used as the carrier. It seems that different kinds of carrier has different effect on the fermentation performance. Then, to explore the reuse feasibility of the immobilized cells, repeated cycle fermentation in flasks was conducted. There were total 7 cycles almost 312 h in this experiment. Results showed that the fixed cells can indeed be reused for several times with a relatively high cell concentration (the highest ratio of cell dry weight and bagasse was 0.25). But with the fermentation proceeding, the cell morphology and fermentation performance were gradually changed. Cell morphology changed from the short-rod existed in the 1st cycle to the long-chain (cells united one by one) appeared in the 7th cycle. Fermentation performances got worsen step by step. While, in the first 4 cycles, about 211 h fermentation, the hydrogen production and yield were hardly decreased and they were maintained at 5.8-6 L/L and 1.5 mol/mol as it was shown in Fig. c. But the butanol concentration and yield were decreased gradually from 6.7 g/Land 0.22 g/g to 2.5 g/L and 0.12 g/g, respectively shown in Fig. d. The main solvents metabolites produced by the cells were acetone, butanol and ethanol. With the fermentation proceeding, the proportion of butanol in the total solvent-ABE was changed and the mass ratio of A:B:E was changed from 3:6:1 to 1:3:9 showing that the distribution of carbon in the metabolites was changed during long time fermentation.
Experiment in the 5 L fermenter was conducted to see if the fermentation with immobilized cells would work well after scaling up. After 4 cycles, 228 h fermentation, results shown in Fig. e and f illustrated that the maximum production and yield of hydrogen and butanol were 11.7 L/L and 1.81 mol/mol and 10.4 g/L and 0.18 g/g, respectively. Fermentation performances in the scaled up reactor were similar with that of the fermentation in flasks identifying the feasibility of scaling up. In the conventional fermentation, the butanol concentration is hard to exceed 20 g/L and generally stays at 12 g/L owing to the inhibition of high-concentration butanol (usually 13-14 g/L) to cells. To remove the inhibition and enhance the final butanol production, in situ membrane separation was introduced in this experiment. The membrane used in this process was made in the laboratory and it’s a kind of composite membrane with the PA used as the substrate and PDMS used as the separation film. Experiment showed that the highest accumulated butanol concentration was 34 g/L which was three times as much as that of the traditional batch fermentation. The accumulated hydrogen production was 33 L/L, which was also three times as much as that of the batch fermentation 12 L/L. These information indicated that the inhibition was efficiently alleviated by separating the butanol from broth. During the whole separation process, there was no obvious membrane fouling appearing and the separation performance of the composite membrane was relatively stable as they were shown in Fig. 4. The average total flux and butanol separation factor were around 500 g/m2/h and 12, respectively. High butanol concentration (116 g/L) with stratification was obtained on the membrane downstream during the fermentation process. To study the feasibility of the cell reuse in this coupled system, repeated cycle fermentation was also conducted. There were two cycles fermentation, about 420 h. The accumulated butanol concentration was 27 g/L in the 2nd cycle which was slightly lower than 34 g/L but still higher than that of batch fermentation. But the hydrogen production was just 19 L/L which was much lower than 33 L/L while it was also higher than that of batch fermentation. Although the overall fermentation performance was not ideal, the repeated cycle fermentation mode saved operating time because there was no need to disassembly and wash fermentative equipment between two cycles fermentation but it is a must in the conventional batch fermentation process.
Different fermentation performance was obtained when the fermentation process was different. But, overall, the yield of hydrogen and butanol was similar indicating the metabolic pathway of the cells stayed stable. The method of cell immobilization used in this study achieved the reuse of high-concentration cells and it saved the equipment-washing time and the cell lag phase to some degree. In situ membrane separation was proved to be a very promising method to enhance the butanol production by alleviating the inhibition from butanol to cells.