2020 Virtual AIChE Annual Meeting
(703f) Valorization of Plastic Waste Using Hot Pressurized Water
Authors
Hydrothermal liquefaction (HTL) takes place in water at near- and supercritical conditions (Tc = 374 ËC). Water can act as a solvent, reactant, or catalyst for an array of acid- or base-catalyzed organic chemical reactions. These favorable conditions aid in depolymerization reactions at relatively low temperatures. In this study, we focused on the energy recovery in the oil phase and monomer recovery in oil, aqueous, and solid phases from HTL of polyesters - polyethylene terephthalate (PET), polycarbonates - poly bisphenol-A carbonate (PBC) and polyolefins - polypropylene (PPE), polystyrene (PS) at 300 â 450 °C and 30 â 60 mins batch holding times.
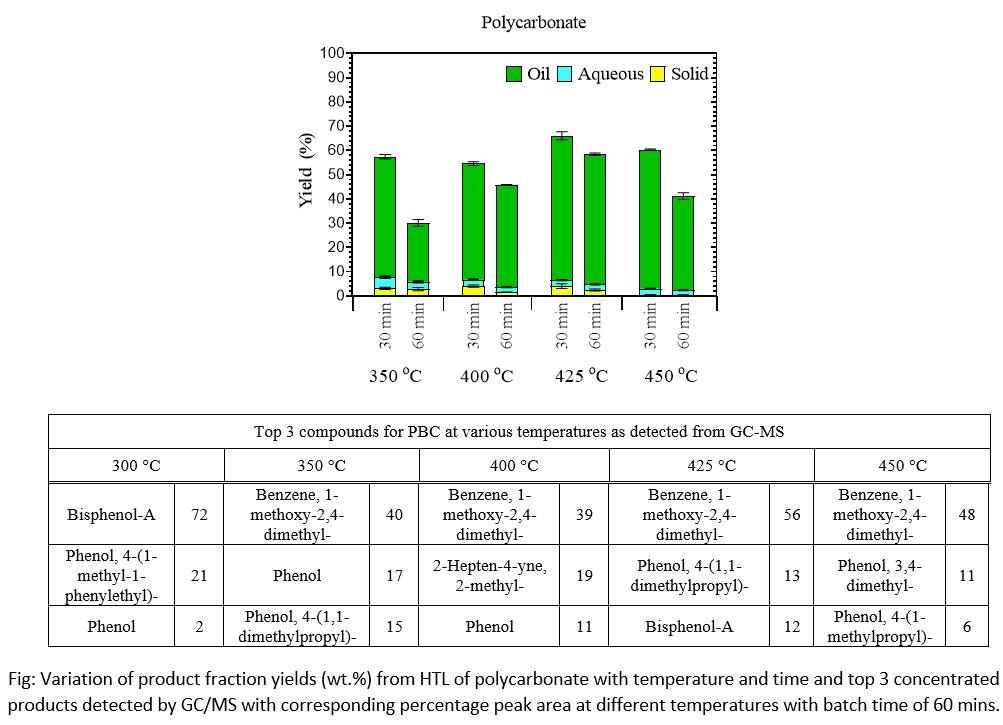
Energy-dense oils are produced from not just polyolefins but polycarbonates and polyester as well. PPE and PET produce considerable oil under supercritical conditions (425 °C), while PS and PBC produce considerable oil even under subcritical conditions (350 °C). Plastics other than polystyrene gave the highest energy recoveries at 425 °C, 30 mins â PPE (29 %), PBC (66 %), PET (35 %). This means that different plastics can be processed using HTL under the same process conditions to achieve optimal energy recoveries. Hence, HTL can recover energy efficiently in the oil phase from plastics without the need for any separation.
The water in the HTL process acts as a reactant and several products obtained from PBC and PET (as detected from GC/MS) likely arose from hydrolysis. Also, PPE (a hydrocarbon) mainly produces long-chain alcohols. Hence, water molecules interact with PPE or PPE-derived intermediates as the PPE decomposes. Correlations between GC/MS, oil yield, and CHNS analysis show that dehydration reactions (occurring at 400 â 425 °C) cause an increase in heating values in oils from HTL of PBC and PET, in turn, resulting in high energy recoveries at these temperatures. At higher temperatures (450 °C), aromatization becomes the major pathway and leads to a reduction in heating value (oil phase).
The suitability of HTL for chemical recycling of plastics depends on the individual plastic in view. We found high concentrations of Bisphenol A in the oil phase from HTL of PBC at 300 °C. Note that no other plastic decomposes at 300 °C. Hence, differential HTL processes can be used to recover selective monomers from a mixture of plastics. PET is another material from which recovery of chemicals is possible. Benzoic acid (derivative of terephthalic acid) was the major product in the oil phase from HTL of PET at higher temperatures (450 °C). Thus, there may be opportunities to recover chemicals, along with oil, from the product streams from HTL of plastics. We will also report on HTL processing of nylon 6, nylon 6,6, polylactic acid, and polysulfone under similar conditions.