(79b) Incorporation of Fine Powders into a Liquid with an in-Line Rotor-Stator
AIChE Annual Meeting
2020
2020 Virtual AIChE Annual Meeting
North American Mixing Forum
Novel and Unconventional Mixers
Monday, November 16, 2020 - 8:00am to 8:15am
The introduction of nanoparticles in new formulations has resulted in enhanced product performance or entirely new product properties that cannot be achieved otherwise. Adhesives, coatings, packaging, catalysts, paints and inks, sunscreens are a few examples. The first step in the production of final or intermediate products in the form of nanoparticulate dispersions is the incorporation of a dry powder into a liquid, which is often performed using a stirred tank [1]. Previous work on powder incorporation has therefore focused on stirred tanks, with only one study which made use of a batch rotor-stator[2]. Incorporation is then followed by a deagglomeration stage with power-intensive devices, such as in-line rotor-stators, which are commonly used for large scale manufacture of such products.
In this project, the powder dispersion performance of an in-line rotor-stator, Ytron ZC1, has been studied. The specific design of Ytron ZC1 allows the introduction of the powder directly into the rotor-stator head; subsequently the dispersion can be recirculated to achieve deagglomeration. The part of the study presented here is concerned with powder incorporation, over a range of concentrations, flow rates and rotor speeds. The study was supported by air suction velocity measurements at the powder inlet.
2. Experimental
The in-line rotor-stator used, Ytron ZC1, was placed in the recirculation loop of a stirred tank which had a diameter of 0.58 m, equipped with two hydrofoils. The liquid volume was 100 l. Flow rates of 1 to 3 l/s were covered at a rotor speed of 6380 rpm which is the fixed speed Ytron ZC1 is available on the market. A few experiments were also run at 5742 rpm. Two rotor-stator heads used had a gap width of 1.5 mm and 3.0 mm with 60 and 50 teeth respectively. Ytron ZC1 stator consists of a single set of teeth; the stator has two rows of teeth with also 5 curved blades in the center.
The device has two inlets, one for the liquid and another allowing powder additions to be made into the rotor-stator head using either a funnel or a hose attachment. The former was used in this study. Powder additions were made at increments of 1% w:w. Liquid flow rate and air suction velocity at the powder inlet were measured in liquids and also at selected powder concentrations.
The powder used was Aerosil® 200V, which is a densified, fumed, hydrophilic silica. The product specification from the manufacturers, Evonik Ind, states the primary particle size as 12 nm and tapped density 120 g l-1.
3. Results and discussions
3.1 Suction performance
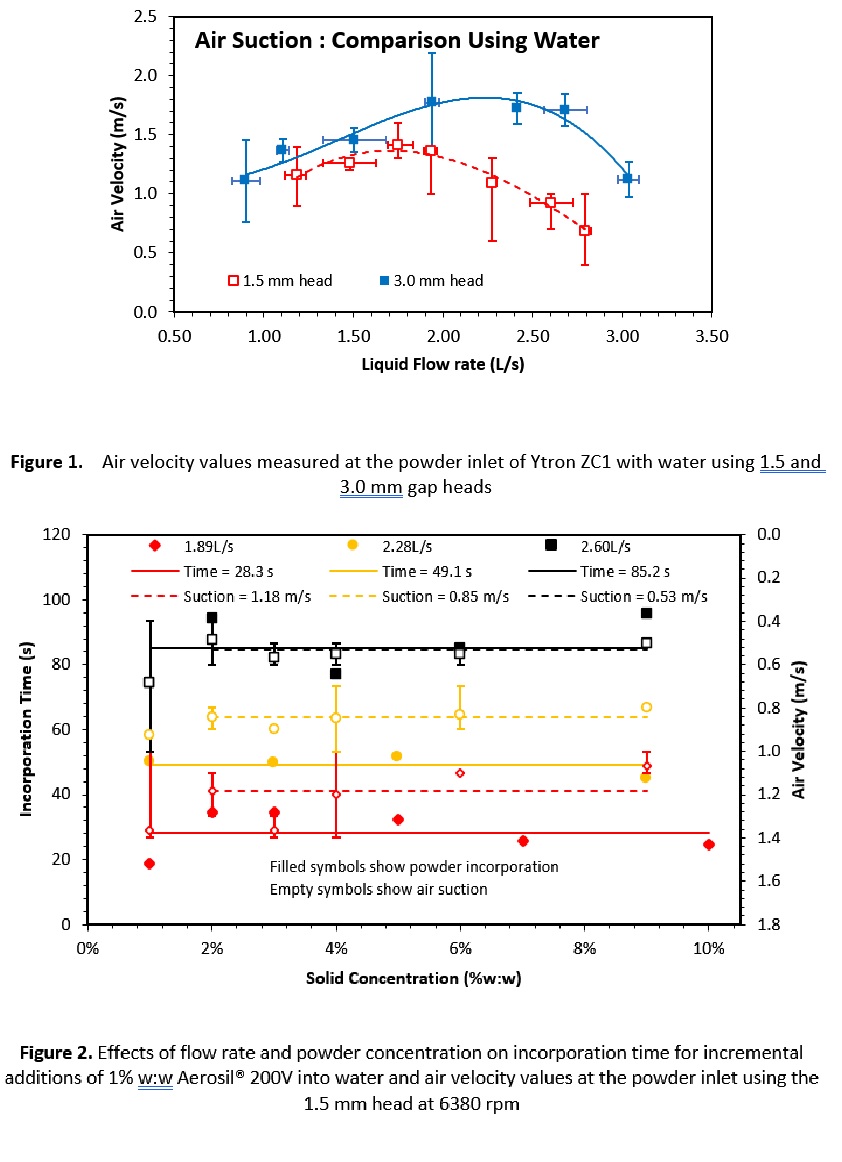
Measurements at the powder inlet have shown that there is a range of flow rates over which the air suction velocity is highest: initially an increase in the liquid flow rate increases the air velocity and above a certain flow rate a decrease is noted due to the liquid starting to flow up the powder inlet (Figure 1). Whilst comparable values are obtained at low flow rates, overall air velocities are higher with the wider gap head. It would therefore be expected that the incorporation time will be shorter with the 3.0 mm head. Further results on the effect of liquid viscosity will be presented during the conference.
Figure 1. Air velocity values measured at the powder inlet of Ytron ZC1 with water using 1.5 and 3.0 mm gap heads
3.2 Powder incorporation
It is known that whilst the dispersion rheology can change during deagglomeration, pre-dispersions exhibit non-Newtonian behaviour above a certain concentration[3], depending on the particle-liquid pair. The rheology of the pre-dispersions prepared during these incorporation experiments started to exhibit shear thinning behaviour above 10 % w:w; with further increases giving a yield stress value. This resulted in longer incorporation times. Due to practical difficulties- blockages in pipes, local temperature rise, compartmentalisation in the tank- very few values were obtained above 10% w:w. In the range of up to 10% w:w, incorporation rate remained practically constant (Figure 2). Similar findings were also reported for a batch rotor-stator, Ytron Y-Jet, which has a feed pipe as part of its design to introduce the powder into the head [2]. This is an advantage over surface additions in a tank stirred with traditional impellers or using Ytron Y-Jet without the feed pipe, where a steep increase in incorporation time is observed at much lower concentrations- about 4% - following a slight increase in dispersion viscosity.
Figure 2. Effects of flow rate and powder concentration on incorporation time for incremental additions of 1% w:w Aerosil® 200V into water and air velocity values at the powder inlet using the 1.5 mm head at 6380 rpm
Overall, the incorporation time for incremental additions was fast: less than 2 min.
These data sets show that as the flow rate is increased above 1.92 l s-1, powder incorporation becomes slower. This is in line with the results shown in Figure 1 where a decrease in air velocities at the powder inlet is noted for water at flow rates above 1.92 l s-1. Figure 2 also includes air velocity values obtained with the pre-dispersions prepared, it was found that above for additions above 2% w:w air velocity values were constant, however air suction values for additions made at 1% w:w differed. The results support that high air velocity values give shorter incorporation times, however at low flow rates the effect of flow rate is different: increasing the flow rate decreases the incorporation time. This is corresponds to an increase in air velocity values at the powder inlet. These results will be shown during the conference.
Under given conditions air velocity values are practically constant over a range of powder concentrations following the same trend as that for the incorporation rate. Results with the 3.0 mm gap head and selected results with a smaller unit, Ytron ZC0, which will be shown during the presentation, also support this.
This finding, i.e. air velocity values being indicative of incorporation performance, can provide useful information for processes that require powder incorporation, reducing the number of preliminary trials. In addition, the associated waste can be significantly minimized as air suction velocity at the powder inlet determined with just the liquid phase or simulant liquids that mimic the dispersion rheology would be sufficient to determine the operating range to achieve fast incorporation.
4. Conclusions
Powder incorporation performance of the in-line rotor-stator, Ytron ZC1, was investigated for concentrations up to 10% w:w by making incremental additions of 1% w:w silica powder into water, over a range of flow rates. Air velocity values at the powder inlet were also measured to establish whether this can be used as an indicative measure for powder suction performance of the device.
For a given rotor-stator head and speed, there is a range of liquid flow rates over which the incorporation rate is highest. Initially, increasing the flow rate increases the incorporation rate and above an optimum range, incorporation slows down and eventually ceases. This is due to the liquid starting to flow up the powder inlet which can have severe consequences: the partly wetted powder can form a soft solid, blocking the powder inlet and the operation needs to be stopped to dismantle and clean the head.
It was shown that air suction velocity profiles with varying flow rate correspond to those for incorporation rate. This can prove to be useful in rationalising the amount of preliminary trials to determine the conditions for powder incorporation. In addition, the waste associated with these trials would be reduced as results from liquid only measurements can be sufficient for the purpose.
It was also shown that using the Ytron ZC1, which allows the powder to be introduced directly into the rotor-stator head, incorporation rate can be maintained constant over a wide range of powder concentrations. This is in agreement with previous findings reported with Ytron Y-Jet, a batch rotor-stator and holds as long as the increased concentration does not result in non-Newtonian rheology.
References
- Özcan-Taskin, N.G. (2015) Dispersion of fine powders in liquids- particle incorporation and size reduction in Pharmaceutical Blending and Mixing, Wiley DOI:10.1002/9781118682692
- Özcan-Taskin, N.G. (2013) Incorporation of nanoparticle clusters into a liquid using a proprietary design mixer, Ytron Y Jet, Chemical Engineering Research and Design, 1-7 (DOI: 10.1016/j.cherd.2013.03.019)
- Gavi, E., Kubicki, D., Padron, G.A., Özcan-Taşkın, N.G. (2018) Breakup of nanoparticle clusters using Microfluidizer M110-P, Chem Res.Des, Vol. 132, p: 902-912; https://doi.org/10.1016/j.cherd.2018.01.011