2022 Annual Meeting
(285f) Modeling of Sagging for 3D Printed Layers during the Curing Process
Authors
Andrey Filippov (Presenting Author), Jeremy Lenhardt, Todd Weisgraber, Thomas Wilson, Fangyou Xie, Lemuel Perez Perez, Andrew Nguyen, Steven Guzorek, and Ziad Ammar
Lawrence Livermore National Laboratory, 7000 East Ave, Livermore, CA 94550
Extrusion-based 3D printing offers a quick way to generate 3D polymer structures without the need for molds. Through precise control over the deposition of highly engineered viscoelastic inks in the form of continuous filaments, complex 3D architectures can be additively fabricated, layer-by-layer, to generate parts that are directly applicable to cutting-edge technologies. 3D printed silicones are well suited to soft materials applications including high-performance foams and cellular solids (Maiti et al., 2016) soft robots (Mac Murray et al., 2017) biomedical devices and biological scaffolds (Barry et al., 2009) and flexible and stretchable electronics (Rim et al., 2016)
DIW offers the advantage of producing fine composition gradations since the nozzle can accept more than one ink and the relative flow rate of each ink can be independently and arbitrarily adjusted in time by means of a computer-controlled dispensing system.
Careful control over the chemistry, network formation, and crosslink density of the ink formulations can be used to tune the mechanical properties of 3D printable silicones and improve their stability. (Durban et al., 2017). Nonpolar silicone materials are not naturally pseudoplastic or thixotropic; however, a hydrophilic solid filler such as untreated fumed silica can be incorporated to render a solid-like network in the absence of applied stress, reinforcing the matrix. The final stage of the DIW process is the curing, which is usually induced either by UV irradiation or thermosetting.
Thermosetting is a popular method of fixing 3D-printed structures, âfreezingâ them in desired shapes by gradual heating in the ovens. Unfortunately, during the time between the structure printing and the curing, the shape of 3D structures can change (sag) due to effects of gravity, which is more common for larger structures, and the surface tension, typical for smaller scale structures. Evaluation and detailed prediction of printed structure deformations is a challenging problem, requiring creation of complex representative mathematical and numerical models and their efficient solutions.
These models should account for non-Newtonian properties of the printed material, predict dynamics of the varying shape of the interface between the polymer and the air, and transient heat transfer and spatially non-uniform polymerization in complex 2-phase structures. Thermosetting of the polymer results in dramatic effect of its effective viscosity, practically stopping the plastic deformation of the lattice. All these phenomena are essentially coupled, which results in additional numerical difficulties as the corresponding time scales are usually very different.
In present study, the printed layer of silica-enforced PDMS (polydimethylsiloxane-co-diphenylsiloxane) is modeled as a two-phase system consisting of air and the polymer with interface set up during the printing process. The structure geometry, which initially one of several lattice configurations, changes mostly due to the action of the surface tension, while all material properties are strongly temperature dependent. The polymer flow is described by equations of the extended Herschel-Bulkley model with parameters strongly dependent on temperature and degree of curing.
To determine parameters of the model, several experiments have been carried out. The parameters of the extended Herschel-Bulkley model were determined using flow sweep measurements and separate experiments with vertical structure sagging at different temperatures. To model the curing process, the dependences between the curing rate, degree of curing and temperature were obtained in a dedicated experiment using differential scanning calorimetry (Hong and Lee, 2012).
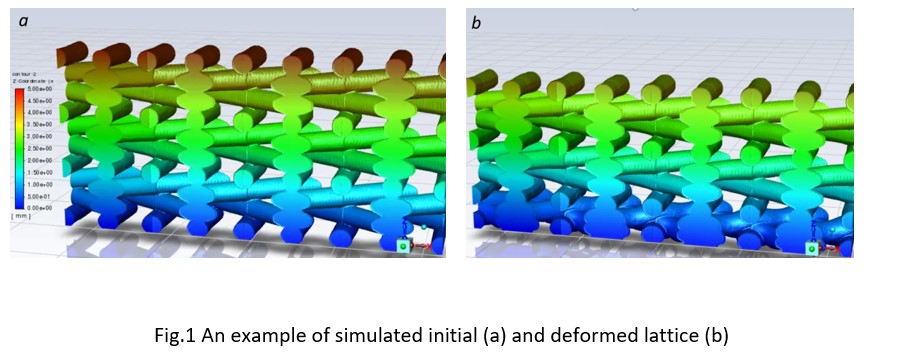
Fig.1 An example of simulated initial (a) and deformed lattice (b) (Attached)
Based on the mathematical model, the numerical model was build using commercial package ANSYS-FLUENT with material properties set up by corresponding user-defined functions. The model is used for simulations of printed structure sagging with different initial and boundary conditions and compared with experimentally observed lattice deformations. For example, Fig. 1 shows a simulated sagging deformation of a 3d printed lattice.
References
Barry, R.A., Shepherd, R.F., Hanson, J.N., Nuzzo, R.G., Wiltzius, P. and Lewis, J.A. (2009) Direct-write assembly of 3D hydrogel scaffolds for guided cell growth. Adv. Mater. 21, 2407â2410.
Mac Murray, B.C., An, X., Robinson, S.S., van Meerbeek, I.M., OâBrien, K.W., Zhao, H. and Shepherd R.F. (2015) Poroelastic foams for simple fabrication of complex soft robots. Adv. Mater 27, 6334.
Maiti, A., Small, W., Lewicki, J.P., Weisgraber, T.H., Duoss, E.B., Chinn, C., Pearson, M.A., Spadaccini, C.M., Maxwell, R.S. and Wilson, T.C. (2016) 3D printed cellular solid outperforms traditional stochastic foam in long-term mechanical response. Sci Rep. 6, 24871.
Durban, M.M., Lenhardt, J.M., Wu, A. S., Small, W.IV, Bryson, T.M., Perez-Perez, L., Nguyen, D.T., Gammon, S., Smay, J.E., Duoss, E.B., Lewicki, J.P. and Wilson, T.S. (2017) Custom 3D printable silicones with tunable stiffness. Macromol. Rapid Commun. 1700563
Rim, Y.S., Bae, S.H., Chen, H.J., De Marco, N. and Yang, Y. (2016) Recent progress in materials and devices toward printable and flexible sensors. Adv.Mater.2016, 28, 4415â4440.
Hong, I. and Lee, S. (2013) Cure kinetics and modeling the reaction of silicone rubber. Jour. Ind. Eng. Chemistry 19, 42-47.