(333b) Dry Ball Milling of a Pre-Milled Cement Clinker: Elucidating the Impact of the Ball Material Type and Size of Grinding Balls
AIChE Annual Meeting
2022
2022 Annual Meeting
Particle Technology Forum
Particle Breakage and Comminution Processes
Tuesday, November 15, 2022 - 12:50pm to 1:10pm
Population balance modeling (PBM) is a mathematical description of various milling processes, including ball milling [4]. A PBM is based on two fundamental functions (parameters): a specific breakage rate parameter Si and breakage distribution parameter. The direct measurement methods such as the one-size-fraction method to determine Si [5] and the BII method to determine the cumulative breakage distribution parameter Bij [6] as well as the optimization-based back-calculation method [7] have been used to quantify the PBM parameters. Obvious disadvantages of the direct measurement methods are that they require time-consuming preparation of various mono-sized feeds and the need to conduct many experiments. Additionally, based on commercially available sieve sizes, fine particle sizes cannot be experimentally prepared; thus, extrapolation to the fine particle size of interest is required. On the other hand, the back-calculation approach has been shown to be a more efficient way to determine the PBM parameters. The current state of knowledge for the back-calculation method [8] was to combine a local optimizer (with a single set of initial guesses) and an ordinary differential equation (ODE) solver to minimize the difference between the experimental data and the predicted values. With a single set of initial guesses, it is possible that the optimizer converges to a local minimum or flat surface region, which can be mitigated by a uniform wide-range initial value search [9].
To the best of our knowledge, no previous study has quantified the PBM parameters (i.e., Si and Bij) via a global optimizer-based back-calculation method for a pre-milled cement clinker milled in a tumbling ball mill and compared the performance of steel vs. ceramic grinding balls. We conducted milling experiments using a lab-scale ball mill (diameter and length of 300 mm) with a fixed rotation speed of 71 rpm. A pre-milled clinker by HRP was extracted from an actual cement plant. The controlled conditions are the ball filling fraction and the interstitial power filling fraction, kept constant as 0.3 and 0.35, respectively. Three different single size steel balls (20, 30, and 40 mm) were selected for the experiments as these ball sizes are commonly used in industrial ball milling. To validate the PBM, an additional experiment was carried out with a mixture of steel balls (20, 30, and 40 mm) based on uniform ball mass. All the experiments were repeated using a ceramic ball. Samples were taken for particle size distribution (PSD) analysis by sieve shaker and laser diffraction down to 1.8 mm at milling times of 0, 2, 4, 8, 12, 20, and 28 min. We did not attempt to mill longer than 28 min as PSD at 28 min is approximately in the range of regular cement fineness.
As a major novelty, we developed a coupled, global optimizer–ODE solver based back-calculation method with multiple trial points using MATLAB’s global optimization toolbox to fit the experimental PSD evolution data. Unlike previous works [8,9], the GlobalSearch function, a scatter-search method for generating trial points as part of the MATLAB version 9.11 global optimization toolbox, along with the constrained optimization function, fmincon, were used to find the global minimum of cumulative PSDs between the experimental values and the predicted values. During each iteration of the optimizer, a size-discrete, time-continuous, well-mixed batch PBM equation was numerically solved using the ODE solver, ode15. Specifically, the number of trial points was set to 104. Along with the non-normalized function for Bij, we selected the Kotake–Kanda model for Si [10] for back-calculation for the first time because of the lower number of parameters in comparison to the Austin model (see their similarity in [11]). The total number of parameters to be back-calculated was 9, broken down to 5 and 4 parameters, respectively, for Si and Bij.
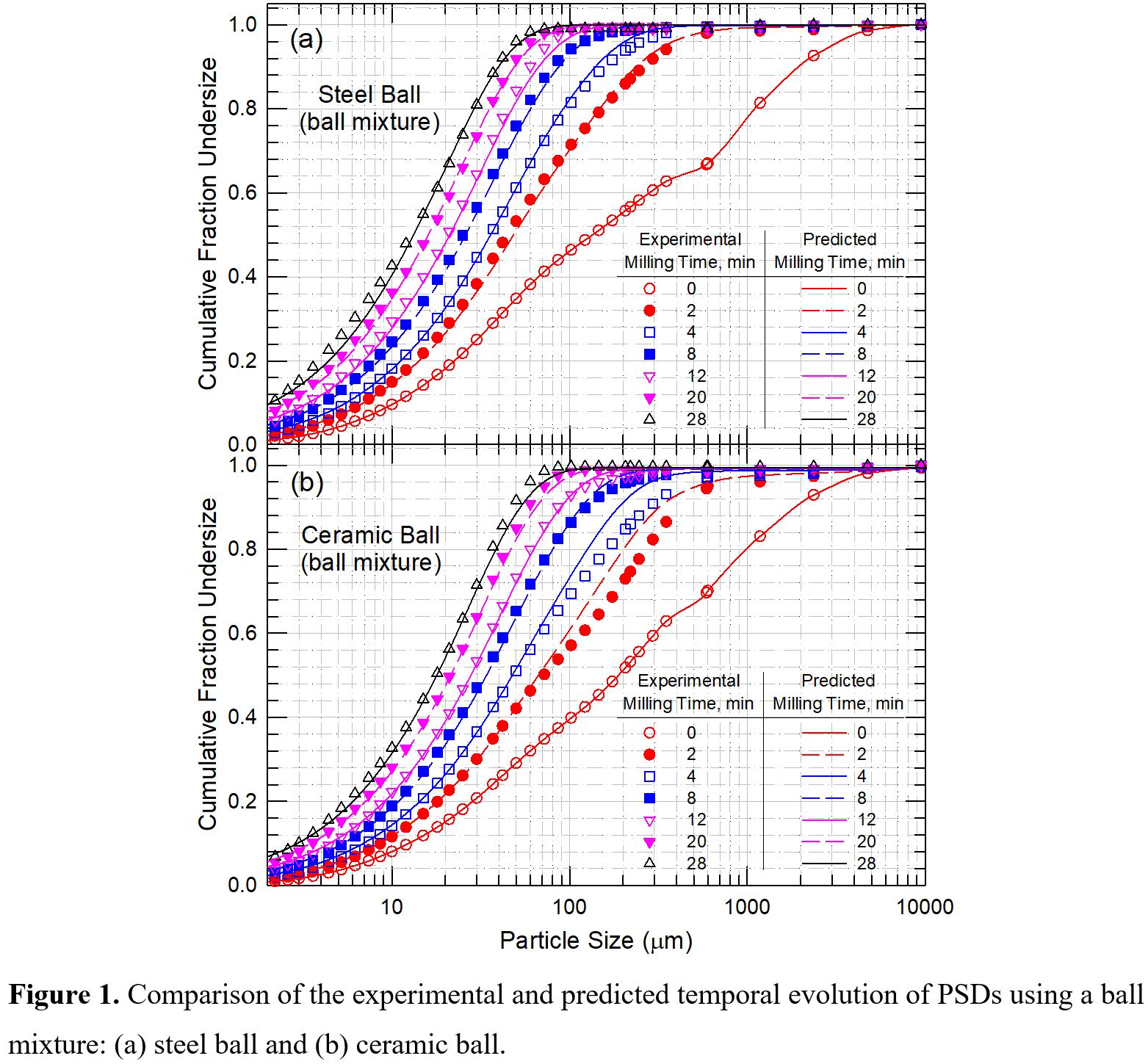
Our newly developed back-calculation method fitted the experimental data reasonably well. The results are not shown for brevity here. Several insights can be drawn from the Si and Bij parameters obtained from the back-calculation: (i) A larger ball size is more effective in breaking the coarser particles, while a smaller ball size is effective in breaking finer particles, as intuitively expected; (ii) For a given ball size, a steel ball breaks particles faster than a ceramic ball for the entire range of particles; (iii) Maximum Si does not change according to the ball size, which is consistent with previous experimental observations [10]; (iv) In view of the distribution of primary breakage, a steel ball produces slightly finer particles than a ceramic ball, which is in line with [12]. Subsequently, the PBM parameters obtained from the back-calculation method for both the steel ball and the ceramic ball were then used to predict the timewise evolution of PSD using a mixture of different ball sizes. Figure 1 shows the predictive capability of the PBM in comparison to the experimental data sets that were not used during the back-calculation, showing good agreement between the experimental and predicted evolution of the PSD.
The physical origin of the impact of the material type (steel and ceramic) and the size of the balls on particle breakage was then explained by a discrete element method (DEM) simulation. Here, only grinding balls without cement clinker particles were simulated. The input parameters, including the material properties and coefficients, were all taken from the literature. As our purpose was to gain insights from the DEM simulation regarding the microdynamic behavior of steel vs. ceramic balls, a calibration of the coefficient parameters has not been performed, which is beyond the scope of this work. For a given ball size, steel balls are associated with a higher collision frequency at the high collision energy levels based on dissipated energy (> 1×10-3 J), while ceramic balls are associated with a much higher collision frequency at the low collision energy levels than the steel balls. Additionally, for a given ball material, collisions of larger balls generate higher collision energy levels than those of smaller balls. These findings explain the origin of faster breakage observed with the steel vs. ceramic balls.
Overall, the PBM parameters for the pre-milled cement clinker using steel–ceramic balls, obtained from our developed back-calculation method, have conclusively demonstrated the superiority of steel balls vs. ceramic balls in terms of the breakage kinetics in a batch tumbling ball milling process. The DEM simulations provided significant insights into the microdynamic origin of the better performance of steel balls.
References
[1] I.B. Celik, M. Oner, The influence of grinding mechanism on the liberation characteristics of clinker minerals, Cem. Concr. Res. 36 (2006) 422–427.
[2] T. Nowack, Cement grinding is changing–trends towards decarbonisation, Optimising the Grinding Process, 2022 Live Webinar Series, March 2022.
[3] S. Brochot, R.L. Wiegel, S. Ersayin, S. Touze, Modeling and simulation of comminution circuits with USIM PAC, in: S.K. Kawatra (Ed.), Advances in Comminution, Society for Mining, Metallurgy, and Exploration, Inc., Colorado, 2006, pp. 495–511.
[4] E. Bilgili, B. Scarlett, Population balance modeling of non-linear effects in milling processes, Powder Technol. 153 (2005) 59–71.
[5] L.G. Austin, V.K. Bhatia, Experimental methods for grinding studies in laboratory mills, Powder Technol. 5 (1971/72) 261–266.
[6] L.G. Austin, P.T. Luckie, Methods for determination of breakage distribution parameters, Powder Technol. 5 (1971/72) 215–222.
[7] R.R. Klimpel, L.G. Austin, The back-calculation of specific rates of breakage and non-normalized breakage distribution parameters from batch grinding data, Int. J. Miner. Process. 4 (1977) 7–32.
[8] M. Capece, E. Bilgili, R. Dave, Identification of the breakage rate and distribution parameters in a non-linear population balance model for batch milling, Powder Technol. 208 (2011) 195–204.
[9] J. Kwon, H. Cho, Investigation of error distribution in the back-calculation of breakage function model parameters via nonlinear programming, Minerals 11 (2021) 425.
[10] N. Kotake, K. Suzuki, S. Asahi, Y. Kanda, Experimental study on the grinding rate constant of solid materials in a ball mill, Powder Technol. 122 (2002) 101–108.
[11] E. Bilgili, On the similarity of Austin model and Kotake–Kanda model and implications for tumbling ball mill scale-up, KONA Powder Part. J., in press.
[12] Y. Umucu, V. Deniz, The effect of ball type in fine particles grinding on kinetic breakage parameters, Inzynieria Mineralna (2015) 197–203.