
Several aspects of chemical processing make control and automation in the process industries different from other types of machine and equipment control. This article focuses on the factors related to process dynamics.
Control theory and practice are generally considered in the realm of electrical engineering. Many of the advances in control theory, such as the frequency response concepts (developed by Nyquist, Bode, and others, principally at Bell Laboratories) and state space and optimal control (developed mainly with funding from the National Aeronautics and Space Administration [NASA]), were made by electrical engineers, And, control theory remains part of the undergraduate and graduate electrical engineering curricula.
However, the technologies and techniques developed and studied by electrical engineers do not provide effective solutions to the control problems encountered in the process industries. Five aspects of chemical processing contribute to the unique nature of process control:
- disturbances. Every loop in a process plant must contend with these. Some are measurable; many are not.
- transportation lag, or dead time. Material flowing through a 100-m-long pipe at 2 m/sec has a transportation lag of 50 sec. This type of behavior is detrimental to the performance of the controls.
- process dynamics. Many processes are commissioned without being analyzed by dynamic modeling.
- economics. To be economically beneficial, control improvements must enable the process to operate more efficiently. The approach differs between continuous and batch processes, but the common denominator is the need for a high degree of automatic control.
- multivariable nature of industrial processes. For single-loop control configurations relying on proportional-integral-derivative (PID) control logic (1–3), a correct pairing of the controlled and manipulated variables is required. In important applications such as control of distillation columns, the interaction between the loops must be addressed as well.
This two-part article explains these factors and why they are relevant to the practice of process control. Part 1 covers the first three — disturbances, transportation lag, and process dynamics — which pertain to the dynamic behavior of the process. But contrary to common belief, the practice of process control involves more than process dynamics. The last two factors relate largely to the steady-state behavior of the process and are covered in Part 2, which is scheduled to appear in the April issue. (Part 2 can be viewed online with Part 1 at www.aiche.org/cep).
Disturbances
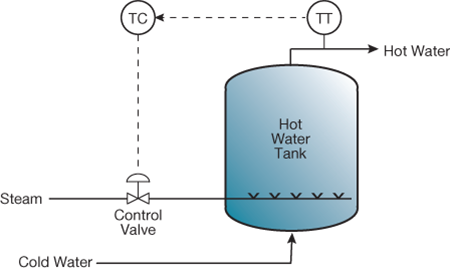
▲Figure 1. Steam is injected into a tank to produce hot water.
The process depicted in Figure 1 produces hot water by injecting steam into the tank. The primary purpose of the controls for this simple process is to respond to disturbances such as changes in the hot water demand; changes in the setpoint for the temperature controller are rare. The control configuration consists of a measurement device for the hot water temperature (TT), a temperature controller (TC), and a control valve on the steam supply. The controller compares the measured value of the hot water temperature to its target or setpoint; the difference is the control error. The controller adjusts the control valve opening to drive the control error to zero, thereby driving the hot water temperature to its setpoint.
By driving the control error to zero, the hot water temperature controller can respond to changes in two distinct inputs to the loop:
- setpoint. The value of the setpoint is the desired hot water temperature. Upon a change in the setpoint, the controller changes the control valve opening so as to drive the hot water temperature to the new value of the setpoint.
- hot water demand. The demand or flow of hot water is determined by the amount of hot water being consumed. Upon an increase in the flow, the hot water temperature initially drops, introducing a control error. To return the control error to zero, the controller must increase the control valve opening to return the hot water temperature to its setpoint.
Sometimes called the load, the hot water demand is the process throughput and is a member of a class of inputs known as disturbances. Other disturbances include the cold water inlet temperature, the steam pressure, and the steam enthalpy. All industrial processes are subjected to a variety of disturbances; some disturbances can be measured, but for others, measurement is either impossible or impractical.
The temperature controller in Figure 1 is expected to expeditiously implement each change in the setpoint, as well as respond to disturbances such as changes in the hot water demand. This expectation applies to most loops in process plants. Thus, the focus here is on loops for which an expeditious response to any change is desired.
Exceptions exist — for example, the level loop in a surge vessel, whose purpose is to smooth changes in the input flows while maintaining a discharge flow that changes as little and as slowly as possible. The surge vessel level controller does not respond to each individual change in input flow, but instead makes small adjustments to the discharge flow in response to changes in the long-term mean of the input flows. Such loops are the exceptions and beyond the scope of this article.
For utilities, such as steam boilers, compressed air, or cooling water systems, the major disturbances are usually throughput changes. Changes in the setpoint are rare. The hot water process in Figure 1 is a utility process. The consumers expect the temperature of the hot water to be close to a certain value. Likewise, the consumers of steam expect the steam pressure to be close to a certain value. The expected values change infrequently, making changes in setpoints infrequent and small. The primary purpose of the controller is to respond to changes in the demand for the utility.
Continuous processes are operated at reasonably constant throughputs, but otherwise are similar to utility processes. After startup, setpoint changes are small and infrequent. The primary purpose of the controls is to respond to the myriad disturbances — most of which are minor, but occasionally a major one occurs. In batch processes, setpoint changes are common, but the controls must also contend with disturbances.
The PID controllers commonly applied in the process industries attempt to drive the control error to zero. PID controllers respond to both setpoint changes and disturbances, and the manner in which they respond to a setpoint change and to a disturbance is largely the same. However, the desired behavior of the controller for a setpoint change is not necessarily the same as the desired behavior for a disturbance.
Consider how the hot water temperature approaches its setpoint after a change in the hot water temperature setpoint. Figure 2a illustrates the response of a controller tuned to two different performance objectives:
Would you like to access the complete CEP Article?
No problem. You just have to complete the following steps.
You have completed 0 of 2 steps.
-
Log in
You must be logged in to view this content. Log in now.
-
AIChE Membership
You must be an AIChE member to view this article. Join now.
Copyright Permissions
Would you like to reuse content from CEP Magazine? It’s easy to request permission to reuse content. Simply click here to connect instantly to licensing services, where you can choose from a list of options regarding how you would like to reuse the desired content and complete the transaction.