
Compressing air is an inefficient and expensive process. This article offers some tactics to optimize your compressed air system, which can help reduce energy costs at your plant.
Compressed air is an integral part of most manufacturing processes. However, it is one of the most inefficient, expensive, and misused utilities in manufacturing plants. Compressed air is often considered a free commodity at the point of use. But by the time air is compressed, cooled, dried, transported, regulated, and then finally used, it is anything but free. Electric costs for air compressors can account for up to 30% of a manufacturing site’s total electric bill.
If you must use compressed air, there are certain things that should be done to ensure the most efficient compressed air system possible for your circumstances.
This article explains why compressing air is so inefficient and why the costs for this process are so high. It describes the basics of optimizing compressed air systems using tactics such as reducing air leaks, properly training operators, sustaining proper maintenance practices, and conducting an end-use survey.
Compressing air: An inefficient process
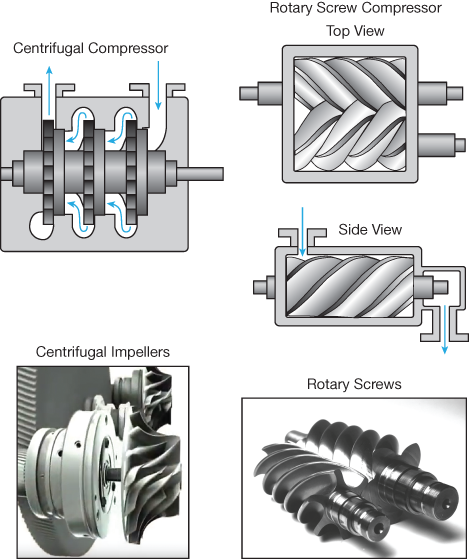
▲Figure 1. Most air compressors use either centrifugal impellers (left) or rotary screws (right) to compress air.
An air compressor increases the pressure of inlet air by reducing its volume. The majority of air compressors have, at their core, either centrifugal impellers or rotary screws (Figure 1) that compress the air.
By the very physics and thermodynamics involved, compressing air is naturally inefficient. Most of the electrical power consumed by the motor that drives the air compressor heats the air. The air that exits the compressor must then be cooled, which requires a fan and an air- or water-cooled heat exchanger, which consumes even more energy.
Once the air is compressed, it has to be delivered at a certain pressure to the end user. As the air is transported, losses occur and inefficiencies arise along the way. At the end of the line, the compressed air is often used incorrectly, or for purposes not intended by the original designer.
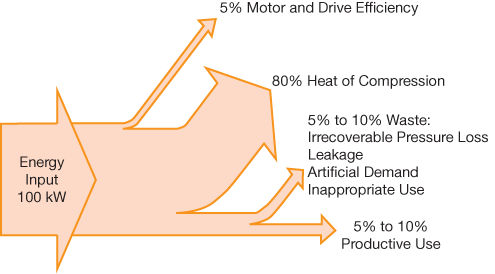
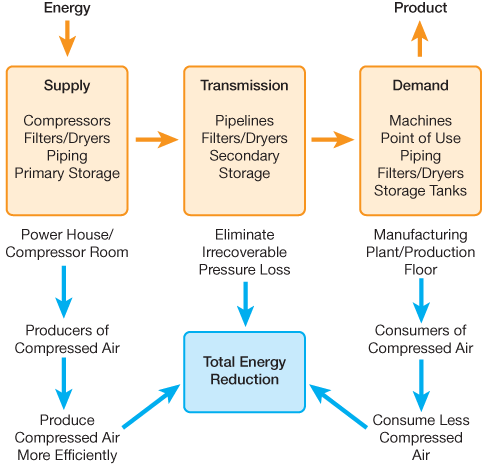
▲Figure 2. Only about 5–10% of the energy input to a compressor goes toward productive use of compressed air.
In the end, only about 5–10% of the original energy input performs useful work in manufacturing processes. Figure 2 breaks down the energy consumption for a 100-kW energy input (1). In addition to the inefficiencies inherent in the physics and thermodynamics of air compression, there are many other system inefficiencies, which are explored later in this article.
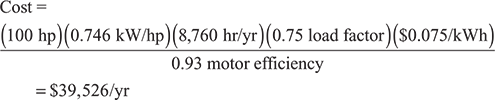
Example cost breakdown. Let’s consider a 100-hp air compressor that consumes 0.746 kW per horsepower. It runs for 8,760 hr/yr (the plant operates 24 hr/day, 365 days per year), with a 75% load factor (i.e., fully loaded 75% of the time) and a 93% electric motor efficiency. If energy costs $0.075/kW on average, what is the annual cost of running this compressor?
In round numbers, this 100-hp air compressor would cost approximately $40,000/yr just for the electricity. A plant with 1,000 horsepower of air compressors operating at the same conditions would spend around $400,000/yr.
To help make air compression somewhat more economical, consider setting your machines to switch off when they are not being used. Depending on your shift pattern, turning your compressors off during evenings and weekends could reduce your energy bills significantly (2).
Figure 2 shows that most of the energy spent to run a compressor creates heat. As much as 90% of the heat in compressed air can be recovered for such uses as preheating water for hot water heaters or supplemental building heat (2).
Stop misusing compressed air
Misuse of compressed air contributes to the inefficiency and the expenses involved. Operators on the plant floor might think of compressed air as a free commodity and, using their creativity, think of all sorts of things to do with it. Compressed air is used in many applications even though a different method would be far more economical. And, many applications can be done more effectively or more efficiently using a method other than compressed air (2).
Compressed air is frequently used to blow water or dirt off of manufactured parts, similar to the way a leaf blower is used to clean a driveway. These compressed air cleanups, called “blow-offs,” typically include a pipe or a hose supplied with compressed air that feeds to one or more outlets or nozzles. Blow-offs are basically just big air leaks.
Based on useful work delivered, a 1-hp compressed air motor consumes seven times as much energy as a comparable 1-hp electric motor. Thus, the electrical costs of using compressed air can be significantly more than those of an alternative method, as the following two examples illustrate.

Example 1: Personal cooling. I have seen compressed air used for personal cooling in some plants. In one case, a worker in a hot area took a compressed air source and directed the output onto himself to keep cool (Figure 3). To calculate the personal cooling cost of compressed air, assume:
- as a rule of thumb, a 1/8-in. hole in a 100-psi compressed air line costs $1,000/yr for the electricity
- five 1/8-in. holes are used for the personal cooling
- the personal cooling is used during half of the year, in the hot months.

In comparison, to calculate the cost of an electric fan for personal cooling, assume:
- a 0.50-hp fan motor
- the motor is 82.5% efficient
- the motor has a conversion factor of 0.746 kW/hp
- the fan runs during half of the year, 4,380 hr/yr
- electricity costs $0.075/kWh.
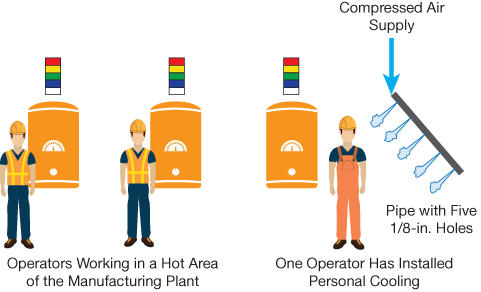
▲Figure 3. Using compressed air for personal cooling will cost the example plant $2,500/yr on average. In comparison, using an electric fan for cooling will cost only about $150/yr.
The electrical energy cost for personal cooling with compressed air is nearly 17 times higher than that of cooling using an electric fan.

Example 2: Blow-off. Blow-offs are frequently used to remove moisture or debris from parts during the manufacturing process (Figure 4). To calculate the cost of a blow-off using compressed air, assume:
- as a rule of thumb, a 1/8-in. hole in a 100-psi compressed air line costs $1,000/yr for the electricity
- five 1/8-in. holes are used for the blow-off
- the blow-off is in operation on all shifts, all year.

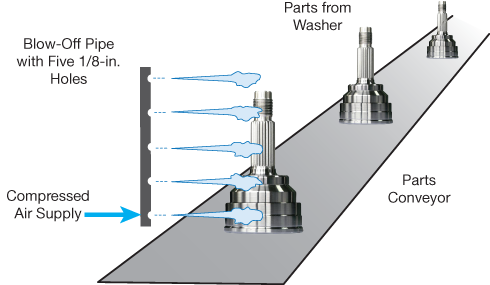
▲Figure 4. Using compressed air for a part blow-off will cost this plant $5,000/yr. However, using a low-pressure blower will only cost the plant $1,085/yr.
There are alternatives to using compressed air for a parts blow-off. A small, low-pressure blower may be sufficient and much more economical. In comparison, to calculate the cost of a low-pressure blower for a blow-off, assume:
- a 2-hp low-pressure blower motor
- the motor is 82.5% efficient
- the motor has a conversion factor of 0.746 kW/hp
- the blower runs almost all the time, 8,000 hr/yr
- electricity costs $0.075/kWh.
The electrical energy cost for the blow-off with compressed air is just over 4.5 times higher than that of using a low-pressure blower. It is clear from these two examples that it is much more economical to use direct electrically driven devices than compressed air wherever possible.
Table 1 lists some other possible misuses of compressed air and suggests alternatives (3).
| Table 1. Many plants use compressed air inappropriately. Fortunately, alternatives are available. | |
| Potentially Inappropriate Uses | Suggested Alternatives |
| Clean-up, drying, process cooling | Low-pressure blowers, electric fans, brooms, engineered nozzles |
| Sparging | Low-pressure blowers and mixers |
| Aspirating, atomizing | Low-pressure blowers |
| Padding | Low- to medium-pressure blowers |
| Vacuum generator | Dedicated vacuum pump or central vacuum system |
| Personal cooling | Electric fans |
| Open-tube, compressed air-operated vortex coolers without thermostats | Air-to-air heat exchanger or air conditioner; add thermostats to vortex cooler |
| Air-motor-driven mixer | Electric-motor-driven mixer |
| Air-operated diaphragm pumps | Proper regulator and speed control; electric pump |
| Idle equipment* | Put an air-stop valve at the compressed air inlet |
| Abandoned equipment** | Disconnect air supply to equipment |
| * Equipment that is temporarily not in use during the production cycle. ** Equipment that is no longer in use, either due to a process change or malfunction | |
Take a systems approach to compressed air
We have clearly established that compressed air systems are inefficient, expensive, and often misused. Taking a systems approach can help you devise solutions to these challenges.
▲Figure 5. Considering the entire compressed air system, rather than just a single compressor or a single piece of process equipment, can help plants reduce energy use (4).
A systems approach entails looking at the entire compressed air system, from start to finish, when considering optimization. Just looking at a single air compressor or an end use alone may be beneficial, but an individual improvement opportunity may be masked by a problem in another part of the system. The best plan is to look at the compressed air system from the air inlet of the compressor all the way to the end use of the air on the plant floor, including everything in between (Figure 5).
Taking a systems approach can help eliminate ongoing system problems. For example, one plant had a history of poor air pressure on the plant floor, especially in the areas that were farthest from the compressor room. The plant had tried to remedy this problem by adding additional air compressors. At the time of my visit, they had 1,800 horsepower of air compressors, but the poor air delivery performance problem persisted.
A detailed total system review revealed that even though more air compressors had been added, the piping delivery system had never been upgraded. This plant was trying to push 1,800 horsepower worth of compressed air through a piping system that was originally designed for 600 horsepower. If they had taken a total systems approach before adding additional air compressors, they would have realized a piping system upgrade was necessary.
Understand demand and supply
Both the supply and demand sides of a compressed air system are important, and they should be considered together when making decisions about the compressed air system (such as choosing the compressor type and capacity, location, receiver tanks, piping size and arrangement, etc.). For example, if you are purchasing an air compressor for the supply side, you should consider the end-use loads, filters, and delivery piping on the demand side.
An understanding of how the components on the supply and demand sides interact is essential to the design and operation of an efficient compressed air system. Here are some points to keep in mind.
Supply-side: Air compressor. Evaluate the compressor installation’s location, connection to cooling water, and ventilation. Because compressors are often located in boiler rooms or rooms with inadequate ventilation, it is essential that adequate ventilation be arranged to prevent the accumulation of heat within the room.
It is often recommended that ambient air going to the compressor inlet be taken from outside the building. The coolest location is normally a north-facing wall, because it has the least direct sun, although this may not be the most convenient location. In addition, a means of preventing rainwater entry should be included (3).
Supply-side: Aftercooler. An increase in relative humidity can increase the amount of condensate that must be handled by aftercoolers. The aftercooler and separator efficiencies, cooling effectiveness, and condensate separation effectiveness should all be taken into account (3).
Supply-side: Dryer. The dryer size, pressure drop, and efficiency should be measured and evaluated, then compared to the current application. A common recommendation is to add a filter upstream of the compressed air dryer, to prevent particulates and slugs of liquid condensate from entering the dryer. In the case of a regenerative-desiccant dryer, placing a coalescing filter before the dryer also minimizes contamination of the desiccant bed by lubricant carryover (3).
Supply side: Automatic drains. Evaluate the location, application, and effectiveness of both supply-side and demand-side drains (3).
Storage: Receiver tanks. Consider the volume and locations of tanks for compressed air storage. This can be highly process-dependent. There should be good primary storage on the supply side, properly sized for the air compressors. Secondary storage may also be needed throughout the plant, as well as at some high-demand locations.
Demand side: Piping distribution system. Consider the overall layout of the distribution system piping. Ensure that the piping size and arrangement match the compressor sizes on the supply side. Sometimes, a loop distribution pipeline makes more sense than a straight-line distribution pipe. Specifying a 3-in.-dia. pipe instead of a 2-in.-dia. pipe can reduce pressure drops by up to 50% (2). Shortening the distance air has to travel can further reduce pressure drops by about 20–40% (2).
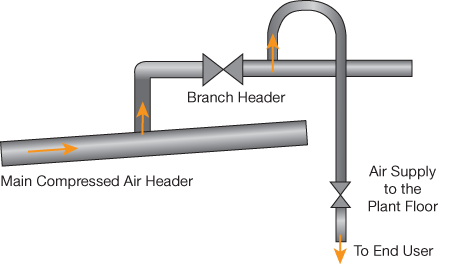
▲Figure 6. The main compressed air headers should be sloped to allow condensate to drain. The compressed air piping that is being fed to the end user should come out of the top of the header to further eliminate entrained moisture in the air.
The effectiveness of the condensate removal system should also be evaluated. The main compressed air headers should be slightly sloped, with a pitch of about one inch per ten feet of pipe to allow water and condensate to drain out. Drains should be located at low points in the header. Feeder pipes to equipment should come out of the top of the supply header to help prevent moisture from reaching the point of use (Figure 6).
Demand side: Load profile. Estimate the compressed air load profile, i.e., how the demand in cubic feet per minute (CFM) changes over time. A facility with a varying load profile will likely benefit from advanced control strategies. A facility with short periods of heavy demand may benefit from implementing storage options.
Demand side: Air treatment. Compressed air systems require an appropriate level of air treatment for proper operation of the end-use equipment. Air treatment includes filtration and drying. Different manufacturing processes require different levels of air treatment. Air quality levels should be measured at critical points in the system. Air that contains excessive moisture or that is not filtered properly can damage equipment and reduce system efficiency. In some cases, only certain end-use equipment requires highly treated air, so you might need a system that provides different levels of treatment at different points in the system (3).
Controls and variable-frequency drives
Matching the compressed air system supply and demand can be a tricky problem. Ideally, the air compressors would be controlled and optimized to run absolutely as little as possible, while at the same time providing high-quality air at the correct pressure to all demand-side end users. The overall efficiency of a plant’s compressed air system is directly related to the sequencing and control of the individual air compressors.
Air compressors are generally most efficient when they are running fully loaded. Running multiple air compressors at partial loading is very inefficient. An ideal situation is to have one air compressor (or several) fully loaded and one additional air compressor with a variable-frequency drive (VFD) to handle the variable load on the demand side.
Information on the demand load profile is very valuable for setting up the air compressor control system and determining the feasibility of using a VFD.
The existing control system should be evaluated to determine whether it is appropriate for the system demand profile. Estimate possible performance gains that could be achieved by operating the system in a different mode or using an alternative control strategy (3). For example, check to see if your control system could be optimized to operate in one mode on first and second shift and in another mode on third shift and the weekends. Your compressed air control system should be based on your operational schedule and your compressed air demand profile.
Maintaining compressed air systems
Maintenance is key to sustaining successful long-term operation and maximizing equipment life. Proper air compressor maintenance can cut energy costs by approximately 1% and help prevent breakdowns that result in downtime and lost production (2).
Here are a few things to consider for the maintenance of your compressed air system.
Filters. Just as you change the oil filter in your car at scheduled intervals to ensure optimum performance, be sure to change the filters in your air compressor and air system regularly to ensure air quality and to prevent excessive pressure drops (2).
Condensate drains. Are your condensate drains stuck open? If so, you could be wasting compressed air.
Go one step further and replace timer drains with zero-loss drains to save more air (2). Timer drains use a solenoid valve that is opened by a timer for a few seconds every hour or so to bleed out moisture. This type of drain opens directly to the compressed air lines and air is lost during each cycle. Zero-loss condensate drains operate similarly, but do not release any air during each drain cycle — they only release the collected moisture and are therefore much more economical. For both types, if something prevents the solenoid valve from reseating, or if the open signal stays engaged, a significant amount of air can be lost. Both types should be checked frequently.
Cooling water quality. Various cooling water sources are found in industrial plants. Where city water is used, the quality of the water is generally good, but in some areas, treatment for hardness may be needed to avoid fouling of cooling surfaces. Water analysis should be conducted to determine any treatment needs (3).
Motor and air-end bearings. Make sure all bearings are greased properly.
Air/oil separator. The air/oil separator, which is typically located at the exit of the air compressor, should be cleaned periodically. This unit separates the compressor’s lubricating oil from the compressed air. It is a source of pressure drop, and if not maintained properly, pressure drop will increase, requiring more energy from the air compressor motor.
Heat exchangers and coolers. All coolers and heat exchangers on the supply side should be cleaned periodically.
Controls. Verify that the sequencing and operation of the air compressors matches the operational compressed air demand profile.
Again, the better you maintain your total compressed air system, the more efficient and cost effective it will be.
Eliminate air leaks
Do you hear hissing when you walk through your plant? That is the sound of money going down the drain — or rather venting to atmosphere. It costs about $1,000 per year in electricity to compress the amount of air that escapes through a 1/8-in.-dia. air leak. In a large manufacturing plant, that can add up to a lot of wasted energy and money.
At one plant, a compressed air system leak test during a shutdown revealed that 450 horsepower of air compressors were needed just to hold the compressed air header pressure at 100 psi with no demand on the system. That translates to about $180,000/yr in electricity cost just to supply the air leaks in the plant. That is a huge and completely avoidable cost.

▲Figure 7. The plastic bowls on the bottom of filter/regulator/lubricators (FRLs) are notorious for leaks. Establishing a formal air leak search, tag, and repair program can help document and remedy FRL leaks.
Leaks are common at many locations in a plant, such as:
- threaded pipe fittings
- condensate drains that are stuck open
- compressor blow-downs that are stuck open
- hoses and fittings
- air-driven hand tool connections
- valve stems
- air-driven spray applicators
- plastic bowls on the bottom of filter/regulator/lubricators (FRLs) (Figure 7).
There are several approaches you can take to remedy air leaks. First, establish a formal air leak search, tag, and repair program. Prioritize leak repairs by size, and repair or fix the biggest ones first. Make all operators and maintenance personnel aware of the significant cost of compressed air leaks, and set up a recognition and reward program to encourage employees to find and repair leaks. Keep your compressed air dry and filtered to help eliminate dust and sludge, which helps prevent the formation of new leaks (2).
Approximately 80% of air leaks are not audible, so you may need a third-party auditor to help detect leaks using an ultrasonic leak detector (or you can buy one and use it yourself) (2).
Why do air leaks tend to get ignored? I think it is because they are somewhat invisible. If water or hydraulic oil leaks, it creates a visible spot and a possible safety hazard on the floor. Liquid leaks tend to get cleaned up immediately and repaired quickly. Try to make everyone aware that air leaks deserve the same level of attention and quick repair. Make sure air leaks have the same level of importance as any other type of leak.
Conduct an end-use survey
To verify that the total compressed air system is as efficient as possible, you must ensure that it is being used for appropriate applications. Conduct a plant-wide compressed air end-use survey and identify each end use. Rank each end use by size, in terms of the required volume and the required supply pressure (psi). You can use this information to help you optimize the compressed air system performance.
Compressed air is a very expensive resource, and one of the best ways to save energy is to operate the air compressor at the lowest possible discharge pressure. A facility can save 1% in compressed air energy costs for every 2 psi reduction in the compressor discharge pressure (4).
One plant had an operation that required 125-psi compressed air supply pressure in order to operate properly. The plant ran the entire compressed air system at 125 psi, which was very expensive. One recommendation was to buy a small standalone air compressor specifically for the machine that required the 125-psi air and reduce the pressure of the plant-wide compressed air system to 100 psi. This small change would save an estimated 12.5% in air compressor energy costs per year.
Use your end-use survey to see if it makes sense for your plant to have one or more discrete standalone compressors or storage tanks for specific end uses so that you can optimize the rest of your compressed air system.
Plants typically have hoses with nozzles for various functions. Try to eliminate these completely, but if you must use them, consider using engineered nozzles for blow-offs. Engineered nozzles use much less air than regular nozzles. Some electric utilities pay an incentive for installation of engineered nozzles for compressed air end use.
Involve everyone in compressed air improvements
The front line in compressed air system improvements is not the maintenance department. It is the operators who use the air on a daily basis.
Most manufacturing plants provide annual training on various topics, particularly safety and hazardous materials. Make compressed air systems a part of annual training. Encourage operators to look for ways to reduce demand for compressed air. Emphasize the following points to all employees:
- Compressed air is not free.
- A 1/8-in.-dia. air leak or equivalent air misuse costs about $1,000/yr in electricity.
- Compressed air should not be the default choice — always look for alternatives.
Train operators on your air leak search, tag, and repair program, and seek suggestions for improvements from the operators. Involve everyone in the plant in reducing compressed air demand, including the accounting, purchasing, and product design departments, as well as manufacturing engineers, operators, maintenance technicians, and facilities technicians.
While there are hundreds of articles that deal with the technical specifics of compressed air improvement, the business side must always be considered. Make sure that compressed air system optimization projects get into the capital budget cycle and do your homework to show the costs and benefits of an optimized compressed air system.
Next steps
Think about where you and your plant are with regard to your compressed air system. Are you in pretty good shape, or could you make some improvements? In either case, here are some things to consider doing:
- Conduct a compressed air system audit.
- Set up a formal leak detection and repair program.
- Make sure you are looking at both the supply side and demand side.
- Conduct a plant-wide compressed air end-use survey.
- Eliminate improper uses of compressed air.
- Conduct compressed air awareness training.
This article has just touched the tip of the iceberg of what you can do to optimize your compressed air system. Many resources and consultants are available to help you further improve your compressed air system. I highly recommend subscribing to the magazine Compressed Air Best Practices and its e-newsletters. This publication has many good articles on ongoing compressed air system improvements. Also, check out the U.S. Dept. of Energy’s Compressed Air tools and resources (1, 3–5).
There are many things that you can do before you have to spend the capital for adding an air compressor to your system. Make choosing air as an energy source a last resort that is given serious consideration by all involved, not the default choice just because it seems to be a free commodity. Compressed air is anything but free.
Literature Cited
- U.S. Dept. of Energy, “Compressed Air Assessment Basics,” Federal Energy Management Program, Office of Energy Efficiency and Renewal Energy, www1.eere.energy.gov/femp/pdfs/compair_webinar_05162011.pdf (2011).
- Arfalk, E., “Energy Savings Checklist for Your Compressed Air System: Top 10 Ways to Increase Compressed Air Energy Efficiency,” 5th Utility, Atlas Copco Compressors, www.thecompressedairblog.com/energy-savings-checklist-for-your-compressed-air-system (Mar. 2015).
- U.S. Dept. of Energy, “Energy Tips — Compressed Air: Eliminate Inappropriate Uses of Compressed Air,” Compressed Air Tip Sheet #2, Industrial Technologies Program, Office of Energy Efficiency and Renewable Energy, https://energy.gov/sites/prod/files/2014/05/f16/compressed_air2.pdf (Aug. 2004).
- U.S. Dept. of Energy, “Energy Tips — Compressed Air: Compressed Air System Control Strategies,” Compressed Air Tip Sheet #7, Industrial Technologies Program, Office of Energy Efficiency and Renewable Energy, https://energy.gov/eere/amo/downloads/compressed-air-system-control-strategies (Aug. 2004).
- U.S. Dept. of Energy, “Improving Compressed Air System Performance: A Sourcebook for Industry,” 3rd ed., Office of Energy Efficiency and Renewable Energy, https://energy.gov/eere/amo/downloads/improving-compressed-air-system-performance-sourcebook-industry-third-edition (2016).
1

Copyright Permissions
Would you like to reuse content from CEP Magazine? It’s easy to request permission to reuse content. Simply click here to connect instantly to licensing services, where you can choose from a list of options regarding how you would like to reuse the desired content and complete the transaction.