
A robust steam trap management program will help you maintain steam system reliability and avoid water hammer damage.
A plant’s steam trap population can have a significant and direct impact on the heating capability of its steam system. In turn, the steam system can directly impact the plant’s production and profit. If a site fails to implement a steam trap maintenance regimen, it may experience steam quality deterioration, expensive steam leakages, or even water hammer in its steam supply lines, which has the potential to cause severe damage to equipment and piping and unscheduled plant shutdown.
Even so, many sites do not have a regular steam trap maintenance program in place. However, the investment needed to maintain a high-quality steam system through a proactive and sustainable trap management program is easily justified.
This article, inspired by a presentation given at the Industrial Energy Technology Conference (IETC, New Orleans, LA, June 2015) (1), describes how a more pro-active steam trap management regimen can be economically justified. The article first reviews the destructive effects of condensate buildup and water hammer, and then explains why steam trap management is critical.
Consider an optimized steam system
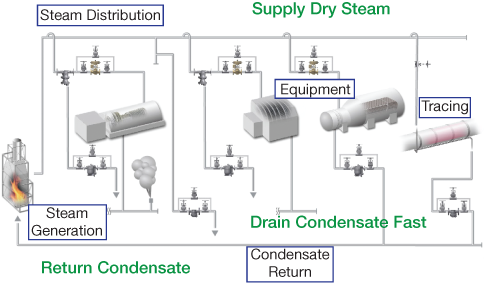
▲Figure 1. A steam system provides process heat and power. Optimizing it can have significant performance benefits.
A steam system (Figure 1) has four main sections that:
- generate heat
- distribute heat
- use heat
- recover heat (condensate return).
For the steam system to function optimally, it must supply dry steam, drain condensate fast, and return condensate.
Supply dry steam. Steam is the primary heat source for production. Supplying less-than-optimal steam can reduce production by slowing heat transfer and/or lowering the steam temperature, and can cause dangerous safety or reliability events. A few practices will help you produce high-quality, dry steam:
- properly operate the boiler, and do not operate it above its design capacity
- maintain insulation
- maintain steam traps.
Drain condensate fast. Steam equipment generally provides the highest heat transfer when steam is the only fluid supplying heat. Condensate pooling (or backup), which can occur when condensate is not drained quickly, often causes serious equipment issues, such as leaks caused by water hammer, corrosion, or erosion.
Return condensate. Under some circumstances, it is not feasible to return 100% of the condensate, but recovering as much condensate as possible helps optimize the steam quality. Recovered condensate returns heat to the boiler, thereby reducing the energy needed to heat makeup water.
Steam traps should be actively managed
Mechanical devices deteriorate over time and have a finite lifespan, which system contaminants can further shorten. Steam traps require regular checks and servicing to return them to their original specifications.
At production plants that have not made steam trap management their highest priority, it is not uncommon to find more than 40% of the steam trap population in a failed state. Steam trap failures can be divided into two basic classifications:
- cold (or blocked) failures, in which no drainage occurs
- hot (or leaking) failures, in which costly drainage occurs.
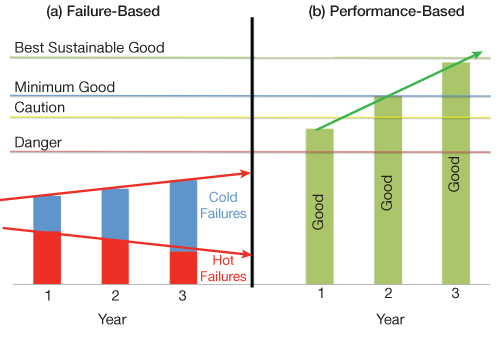
▲Figure 2. Rather than focusing on the repair or replacement of some leaking traps (a), a better approach is to focus on maintaining a minimum good steam trap population (b).
Many operators and engineers fix the leaking steam traps first. However, leaking/hot-failure traps are still draining condensate from the system — albeit inefficiently — so they generally do not pose as much of a safety or reliability concern as blocked/cold-failure traps. A better approach is to focus instead on maintaining a minimum threshold of correctly operating (good) traps (Figure 2), with highest priority given to fixing the cold or blocked failures first (2).
Maintaining a “good” threshold
Figure 2 illustrates two ways of reporting the status of the steam trap population. Figure 2a focuses on total failures and minimizing the number of leaking/hot or blocked/cold failures. Figure 2b focuses on performance — reporting the number of functioning traps relative to the overall population.
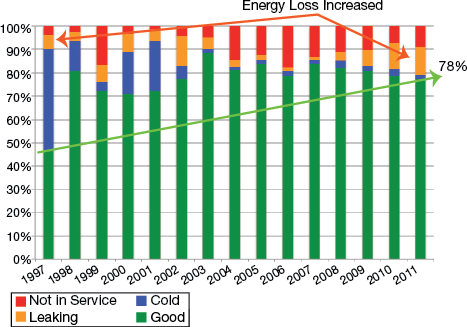
▲Figure 3. Increasing the number of good traps, especially by reducing the number of cold traps, can reduce reliability issues caused by condensate.
Figure 3 shows that Site A experienced an increase in leaking/hot-failure traps over the course of 14 years — up from approximately 7% to 12%. If only the number of leaking traps was reported to management, it could seem as though this site was not doing well with its trap maintenance program.
However, you cannot determine the overall health of a steam trap population based solely on the number of leaking traps. In this example, the number of blocked/cold-failure traps was reduced from approximately 42% to 2%, and the overall “good” population increased from 47% to 78%. Based on these data, this site is likely to have fewer reliability issues caused by condensate in 2011 than it did in 1997.
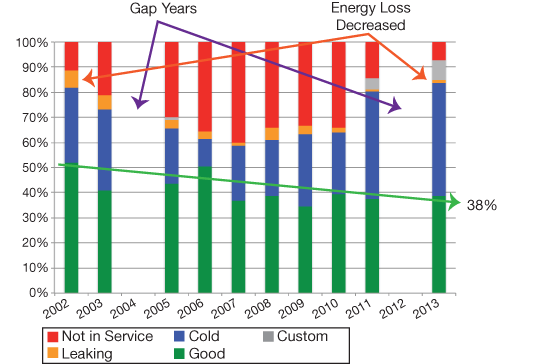
▲Figure 4. Energy loss decreased, but the population of good traps at Site B was reduced to 38%, while non-draining blocked/cold-trap failures and not-in-service traps increased to approximately 53%.
Now consider Site B (Figure 4). It appears that the percentage of leaking/hot-failure traps was reduced from approximately 7% in 2002 to 2% in 2013. However, notice that the percentage of blocked/cold-failure traps increased from about 30% to 46%. This may indicate that plant personnel simply closed the valves to some of the leaking/hot-failure traps to stop visible steam loss. Such an action could make a bad situation much worse, converting a condensate discharge location (CDL) from one that was draining inefficiently (losing steam) to one that no longer drains condensate at all. Condensate that is not discharged from a steam system can eventually cause equipment or system reliability issues or damage, including shutdown.
Further examination of Site B shows that the overall good population decreased from around 52% to 38%. You might wonder why the original plant owner spent so much capital to install so many traps if it could operate reliably on only 38% of the total installed population. The failed traps most likely are needed for reliable operation, and the reduction in the number of good traps indicates that future problems are imminent.
Site B also experienced gap years in which it did not perform a steam trap survey and, presumably, did not repair or replace many failed steam traps. Typically, a site may try to justify a gap year in steam trap maintenance by reasoning that it lacks budget or workforce capability, or that it has not experienced a significant number of reliability issues caused by condensate damage. If you find your organization is using this logic to rationalize a maintenance gap, ask yourself these questions:
- How important is site safety? How important is site reliability?
- If the site has not been experiencing condensate-related problems, is the plan to wait until the problems start occurring with frequency?
- If there is insufficient workforce or budget this year, how much more difficult will it be in the future to return to the minimum good threshold?
It is up to the site personnel to answer these questions earnestly, and ultimately determine the value of maintaining their steam trap population to achieve reliable system operation.
Condensate-related equipment issues

▲Figure 5. Flare tip damage, inefficient operation, and flame-outs can be caused by poor condensate drainage.
Poor condensate drainage is often the culprit behind certain equipment problems. If condensate is not drained in flare systems, it can cause significant erosion of the flare tips, flare ring, supply piping, and/or steam control valve. During a walk-through at one plant, engineers found a 3–4-in.-diameter hole — caused by erosion from condensate — in the steam riser pipe leading to the flare. Such erosion can negatively affect control and reliability (Figure 5) and necessitate premature flare-tip replacement. In a worst-case scenario, slugs of condensate can extinguish the flame (i.e., a flame-out) or even destroy the flare completely.

▲Figure 6. Opening bleeder valves and putting turbines into a slow-rolling state are two common — but inefficient and ineffective — methods of avoiding turbine damage.
Condensate can also create problems in steam turbines (Figure 6). For example, some operators believe they can reduce condensate damage to the blades of turbines by putting them into a slow-roll condition (slow-rolling turbines are not doing any system work). Occasionally, site personnel have even opened bleeder valves on the steam inlet to the turbines with the intention of halting erosion or other damage caused by condensate. The practice of opening bleeder valves is inefficient and the resulting steam loss is expensive. And, if the turbine supply and casing drain points are not correctly drained, turbines can still be damaged by condensate even when they are put in slow-roll condition and bleeder valves are opened.
Condensate-related issues can have significant impacts on site profitability (3):
- Flare failures. Flame-outs prevent a flare system from controlling emissions, subjecting the facility to regulatory fines. Total costs: $750,000–$1,700,000.
- Analyzer failure. An incorrect reading on an instrument may cause a plant shutdown. Total costs: $1,000,000.
- Main compressor failure and shutdown. Damage to a main compressor can halt a site’s production until the compressor is repaired. Total costs: $3,600,000–$20,000,000.
Avoiding failures and unscheduled shutdowns caused by condensate mishandling is key to improving site profitability.
Water hammer in steam distribution piping
Condensate-related failure incidents are not limited to process equipment, but can also involve large portions of the steam system. Some sites take only a reactive approach to maintaining their steam utility system, even though it is the lifeline of their production. Upon hearing the first sounds of water hammer, site personnel must take action to repair the steam system and replace failed steam traps. A steam main experiencing water hammer just three times per minute has to deal with almost 1.6 million shocks per year!
Boilers can generate steam that contains as little as 3% wetness (i.e., total condensate percentage). The steam is distributed long distances in the utility line at average design speeds up to 90–100 mph. Although some plants do produce superheated steam, most produce wet steam at saturation temperature. Many plant personnel incorrectly assume that their steam is saturated (i.e., dry) and there is no condensate in the steam exiting the boiler. This assumption can have devastating consequences.

▲Figure 7. A 400-ft section of a 24-in. steam main experienced 7 ft of movement (as evidenced by the angled horizontal and vertical piping on the left side of the photo) due to an estimated water mass exceeding 3,000 lb.
In one plant, a 400-ft long section of a 24-in. main steam header moved more than 7 ft (Figure 7). Personnel had assumed the steam was superheated. However, there was a significant amount of disentrained condensate in the pipe. Steam flow in the header reversed at times due to a system change involving waste heat generators and there were not enough CDLs to drain the reversed flow, which allowed condensate to back up. The resulting water hammer was significant and caused the steam header to shift.
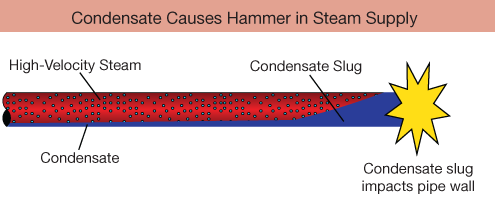
▲Figure 8. Water hammer can occur in a steam main that has not discharged its condensate.
Some engineers and operators do not realize that the steam in the distribution lines is wet, and that its total condensate percentage can increase as it travels to a production unit. They may assume that steam headers do not require much maintenance except for repairing piping or flange leaks, and that the steam traps draining them do not need close attention. Whatever the reasoning, deteriorated or missing insulation, insufficient CDLs, incorrectly selected or installed traps, and blocked/cold-failure or valved-out steam traps usually contribute to wetness. If condensate is not quickly and effectively discharged from a steam header, it can build up and cause a dangerous water hammer event (Figure 8).
Understanding that steam, unless superheated, begins wet and gains entrained water as it travels to the process units is an important consideration in steam trap maintenance. Some of the entrained wetness falls out of the distributed steam flow and runs down the side of supply piping as condensate until it collects and runs along the bottom of the header. This condensate must be discharged before it can increase and cause hammer. The water commonly is a result of condensate disentrainment from the steam supply, but it can also come from other sources — such as from faulty desuperheaters.
An unfortunate practice of some steam system designers in the past was to cascade high-pressure condensate into a lower-pressure steam supply line. Exceptional care should be taken to drain the added water in such installations.
Design considerations to mitigate water hammer
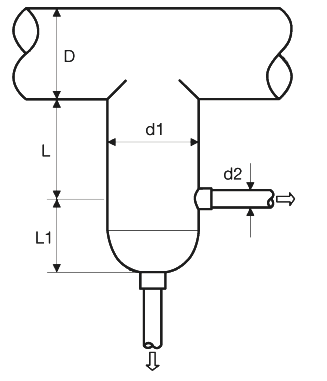
▲Figure 9. An effective condensate discharge location design begins with an adequately sized collecting leg for discharge through the steam trap.
Condensate discharge locations are generally recommended at all risers and should be spaced no more than 100–150 ft apart on straight pipe runs. A CDL is an assembly of isolation/block valves, piping, a check valve, a bypass valve (if used), and a steam trap. An effective CDL requires an appropriately sized collecting leg (Figure 9). The diameter of the collecting leg (d1) should be adequate to allow high-velocity condensate to flow into the leg and not over it. For example, a 1-in.-dia. leg is much too small to be effective for an 8-in. header. For steam lines up to 4 in., a common practice is that the dimension d1 is the same as the diameter of the steam line (D).
The dimensions L and L1 are also important. L represents the leg height needed to collect condensate and keep it from backing up into the steam supply, and its length and corresponding volume will depend on the type of steam trap used (different trap designs have different backup characteristics). L1 represents the mud leg length. The mud leg collects dirt and debris for system blowdown on startup and prevents the steam trap from becoming blocked or contaminated.
Occasionally, the steam trap will be connected directly to the bottom of the mud leg. This is an extremely poor practice and should be avoided, because all of the debris will be directed into the trap orifice, causing the trap to block easily and preventing the discharge of condensate.
Dimension d2 represents the diameter of the take-off that leads to the rest of the CDL and steam trap to drain the collected condensate.
Estimating the mass of water in water hammer events
Although designers typically recommend locating CDLs no more than 100–150 ft apart, some plants have distances of 1,000–2,000 ft between the CDLs. The condensate that flows through these lines often pools within the steam header, creating the potential for water hammer.
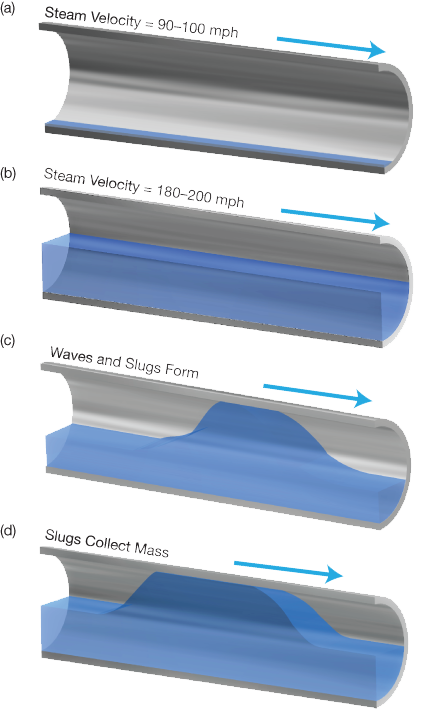
▲Figure 10. (a) Steam velocities in pipes originally sized for velocities of 70–90 mph can approach 90–100 mph over time. (b) If cross-sectional area is reduced 50% by condensate build-up, steam velocity doubles. (c) Condensate does not remain placid in a pipeline and waves can form — closing off the cross-sectional area. (d) Slugs tend to group together, gaining mass and increasing the potential negative effects of water hammer.
When sizing steam lines, designers may expect steam to flow through a nearly fully open line at 90–100 mph (Figure 10a). However, if the plant heat demand is high and condensate that is undrained due to improper trapping practice builds up to a 50% filled level, the steam velocity could increase to as high as 200 mph (Figure 10b).
Figure 10b represents a hypothetical or unrealistic condition because it depicts calm water without any waves. In reality, the steam velocity would be exceptionally high as condensate level builds, and as a result, a slug (or wave) is likely to form (Figure 10c). The high-velocity steam whips across the water, causing wave action until ultimately the wave sloshes upward and completely closes off the cross-sectional area. The compressive force of the steam builds momentum as it overcomes the inertia of the water mass, propelling the slug downstream. Slugs can consolidate with additional waves to create an even larger slug (Figure 10d).
When analyzing the event shown in Figure 7, site personnel estimated that a condensate mass exceeding 3,000 lb could have caused the pipe’s movement. After the incident, they opened the drain valves and condensate drained for more than three days.
You may be asking yourself: Could that happen to us, or is it just a highly unusual circumstance? Is it really possible for such a mass to collect in a steam header? To answer these questions, it may be useful to estimate the size of a slug of water in a typical pipe.
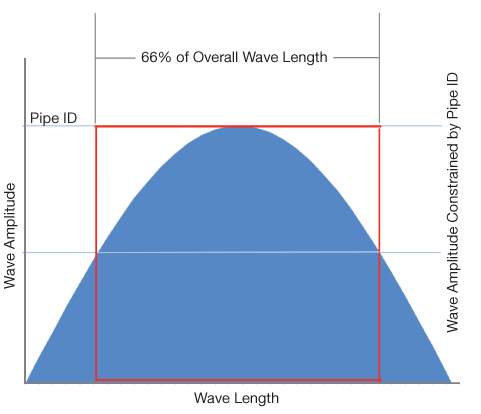
▲Figure 11. To estimate a cylinder length, convert a sine wave graphic to a rectangle, as represented by the red lines.
Let’s estimate the minimum weight of a slug that closes off the cross-sectional area of pipe shown in Figure 10. The two-dimensional side view of the minimum-size slug in Figure 10c can be represented by a sine wave graphic with an amplitude equal to the pipe’s inner diameter (ID). A sine wave can be easily proportioned using software such as Microsoft Excel (Figure 11).
It would be difficult to calculate the volume and weight of water in a three-dimensional slug that is shaped like a sine wave. However, you can easily approximate this volume by treating the slug as a discrete cylinder of water moving down the pipe. On Figure 11, draw a red rectangle that occupies 66% of the overall sine wave length, so that the area of the red rectangle is approximately equal to the area occupied by the entire blue area under the sine curve. Assume the length of the red rectangle is the length of the cylindrical slug and the pipe’s inner diameter is equal to the slug’s diameter.

▲Figure 12. The minimum slug length is approximately 66% of the length of the sine curve, using the pipe’s inner diameter as the sine wave’s amplitude.
Using this method, sine wave curves and the respective lengths can be estimated for various pipe sizes, as shown in Figure 12 for pipes of 2–24-in. dia. Once the rectangular length (i.e., height of the cylinder) is known, you can calculate the cylinder volume using the pipe ID. Then, multiply the volume by the specific weight of water to estimate the slug’s minimum weight (Table 1).
| Table 1. The weight of the minimum slug for each pipe diameter can be determined. The minimum slug weight is significantly larger in larger-diameter piping. | |||
| Pipe Diameter, in. | Slug Length, in. | Cylinder Length, in. | Slug Weight, lb |
| 2 | 6.1 | 4.1 | 0.43 |
| 3 | 9.1 | 6.1 | 1.45 |
| 4 | 12.0 | 8.0 | 3.32 |
| 6 | 18.1 | 12.0 | 11.33 |
| 8 | 24.0 | 15.9 | 26.28 |
| 10 | 30.0 | 20.0 | 51.86 |
| 12 | 35.7 | 23.8 | 87.26 |
| 14 | 39.3 | 26.1 | 115.78 |
| 16 | 45.0 | 29.9 | 173.77 |
| 18 | 50.7 | 33.7 | 248.52 |
| 20 | 56.4 | 37.5 | 342.15 |
| 24 | 67.7 | 45.1 | 594.35 |
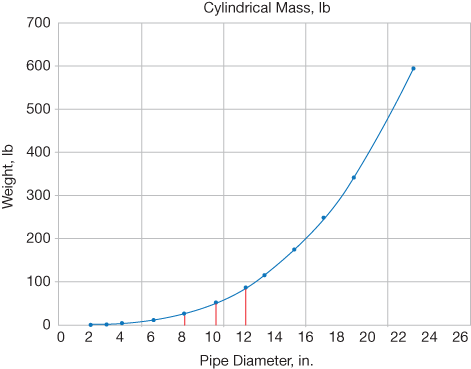
▲Figure 13. Any water hammer can be dangerous — even in small piping. However, the estimated minimum slug weight of condensate is particularly significant in 8-in.-diameter and larger pipe.
The drastic increase in minimum slug weight with increasing pipe diameter can be more readily visualized as a curve (Figure 13). A particularly interesting point is that these weight estimations represent only the minimum size of the slug. The slug can grow even larger and heavier as it combines with other slugs in the line (as in Figure 10d). Imagine the force that can be generated against a riser pipe when high-velocity steam propels a slug of just the minimum estimated size in a 12-in.-pipe — much less an elongated slug.

▲Figure 14. When a pipe sags, the higher condensate level can create an extremely dangerous water hammer condition.
In addition to slugs that can form when CDLs are missing, blocked/cold, or valved-out, slugs can also form when pipes sag (Figure 14). A pipe might sag if it is knocked off its supports, such as by a previous water hammer incident. The water weight in a section of sagging pipe is easy to calculate using software such as AutoDesk Inventor.
Imagine a 40-ft. section of 20-in. pipe with a 3-in. sag. The water weight is shown in Table 2. Considering how quickly water mass can build within larger, sagging pipes with missing CDLs, it is easy to understand how the event in Figure 7 occurred.
| Table 2. As the water level increases in a sagging pipe, the weight also significantly increases. If the pipe’s cross-sectional area fills completely, water hammer is certain to occur. | |
| Water Level, in. | Sagging Weight, lb |
| 2 | 745 |
| 3 | 1,025 |
| 4 | 1,327 |
| 6 | 1,976 |
| 8 | 2,658 |
| 10 | 3,342 |
What can be done about water hammer?
The expression “The best defense is a strong offense” applies to water hammer. To help defend against water hammer, remove the water from the supply line in a timely and effective manner. Ensure that your site is maintaining the trap population so that at least a certain minimum number are in good working order at all times. Additionally, identify the CDLs that should have a higher priority for frequent checking; these might include steam traps on highly critical equipment, for example.
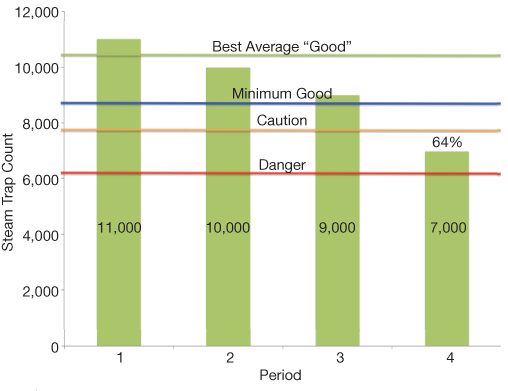
▲Figure 15. A decreasing good trap population can increase reliability problems. In this example, a plant that was originally designed with 11,000 steam traps experienced a decrease to 10,000 functional steam traps. After some leaking traps were removed from service, only 9,000 traps remained in service. New failures occurred and, eventually, only 7,000 traps remain in service during period 4.
Economic justification for proactive maintenance
Occasionally, a site with a robust steam trap maintenance program in place will become complacent. In these cases, the steam and condensate problems may become so infrequent that the program collapses, and its funds and trained operators are allocated elsewhere. The effective trap maintenance program is discontinued in part because of its success. Fortunately, proactive management of a steam trap population not only has energy and reliability benefits, but can also have a huge, continuous financial impact.
Consider three steam trap maintenance scenarios: “do nothing,” “do something,” and “go all in.”
- Do nothing. In a “do nothing” steam trap maintenance program, there is no survey of the steam trap population, nor are any traps repaired (Figure 16). Four-hundred steam traps requiring service do not get attention, and the good trap population decreases. No investment is made, so the anticipated maintenance cost for this plan is zero. However, there may be a noticeable increase in safety, reliability, or hammer incidents as the good population decreases. In this scenario, the plant fails to capture up to $500,000 of recoverable gross profit from avoidable reliability or energy loss incidents.
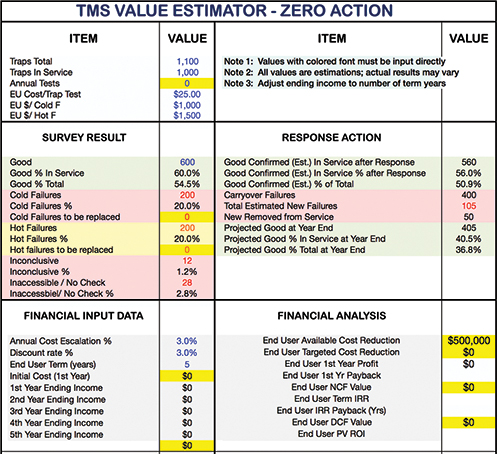
▲Figure 16. As shown on this trap management system (TMS) value estimation, with no investment, the only possible financial benefit of the “do nothing” option is unspent budget. However, reliability problems could increase if no traps are repaired.
- Do something. In the “do something” maintenance program represented by Figure 17, the trap population is surveyed annually — all traps at least once, and several higher-priority CDLs more frequently; then, 45% of the failed traps are repaired to bring them back to original manufacturer specifications.
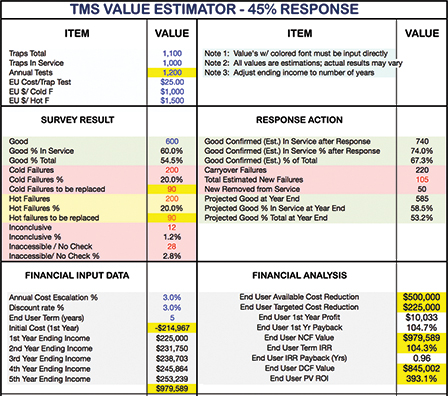
▲Figure 17. The “do something” option can improve reliability, while providing a 104.3% internal rate of return and $845,002 discounted cash flow.
In the first year, an investment of $214,967 is needed, but the result is a positive discounted cash flow (DCF) of $845,002. This investment has a five-year internal rate of return (IRR) of 104.3%, which could meet the requirements of many organizations.
The do something option can help avoid some reliability issues that may be encountered if you choose the do nothing option, and it has an IRR over 100%. Because most plants are not expected to cease operations in less than five years, it makes financial sense to implement a trap maintenance program with such a high five-year IRR.
- Go all in. In the “go all in” option, ideally 100% of failed steam traps would be repaired — a key, strongly recommended process known as zero reset maintenance (ZRM). In some plants, this is not always possible due to accessibility or other issues. For this reason, only a 90% repair rate is assumed for this estimation (Figure 18).
Figure 18 shows the incredible potential — an IRR of 112.5% with an estimated DCF of $1,715,882 for a $399,934 initial investment. This option is outstanding — helping improve safety, reliability, and production all while earning a huge financial benefit.
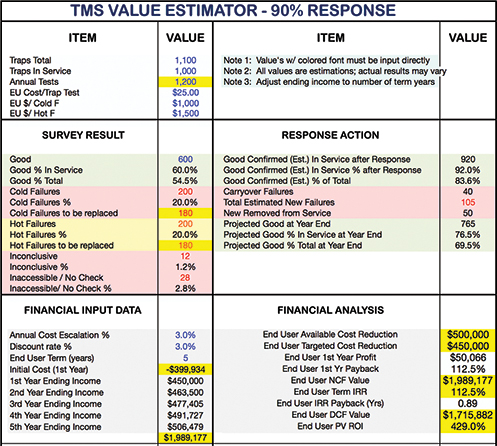
▲Figure 18. The “go all in” option, or close to it with even a 90% repair rate, can have huge financial and operational benefits.
Closing thoughts
Steam is the primary heat source for many plants, and maintaining the steam trap population can have huge production and earnings benefits. If steam systems are not maintained and optimized, then reliability issues — such as water hammer — may increase.
Still not convinced? Although there are many examples of failure events caused by condensate issues, one particularly bad case of water hammer occurred in 2007 within a steam pipeline (4). A 100-ft section of 24-in. Schedule-160 pipe — weighing over 54,000 lb — was thrown approximately half a mile due to the strength of the hammer. The force was so strong, the pipe clear-cut trees in its path.
The financial comparisons of the do nothing, do something, and go all in maintenance regimens show that it is typically better for a plant to make the investments needed in its trap population.
As this article demonstrates, sustainable, proactive management of the trap population is not only a good idea to help improve system safety and reliability, but it can also provide significant financial benefit.
Acknowledgments
Special thanks to Andrew Mohr for creating illustrations of water volumes in straight and sagging pipes, sine wave graphics, and cylindrical mass estimations.
Literature Cited
- Russell, C., “Simple Payback: Tricks and Traps,” Presented at TAMU Industrial Energy Technology Conference, Energy Manager’s Workshop, New Orleans, LA, pp. 106–125, http://ietc.tamu.edu/wp-content/themes/IETC2016/docs/2015/EMWS-Presentations.pdf (June 2015).
- Risko, J. R., “Why Bad Things Happen to Good Steam Equipment,” Chemical Engineering, pp. 50–58, www.tlv.com/global/US/articles/why-bad-things-happen-to-good-steam-equipment.html (Mar. 2015).
- Risko, J. R., “Beware of the Dangers of Cold Traps,” Chemical Engineering Progress,109 (2), pp. 50–53, www.tlv.com/global/US/articles/cold-steam-traps.html (Feb. 2013).
- Energy Resources Conservation Board, “MEG Energy Corp. Steam Pipeline Failure, Licence No. P 46441, Line No. 001, May 5, 2007,” ERCB Investigation Report, www.aer.ca/documents/reports/IR_20080902_MEG_Energy.pdf (Sept. 2, 2008).
If plants allow their good steam trap population to decline (Figure 15), the safety and reliability of the steam system can decrease. Typically, such a situation occurs when plants do not budget for or fully comprehend the importance of sustaining the steam trap population.
Additional Resources
Risko, J. R., “Stop Knocking Your Condensate Return,” Chemical Engineering Progress,112 (11), pp. 27–34, www.tlv.com/global/US/articles/stop-knocking-your-condensate-return.html (Nov. 2016).
Risko, J. R., “My Steam Trap Is Good — Why Doesn’t It Work?,” Chemical Engineering Progress,111 (4), pp. 27–34, www.tlv.com/global/US/articles/my-steam-trap-is-good-why-doesnt-it-work.html (Apr. 2015).
Risko, J. R., “Use Available Data to Lower System Cost,” Presented at the Industrial Energy Technology Conference, www.tlv.com/global/US/articles/use-available-data-to-lower-system-cost.html (May 2011).
Risko, J. R., “Understanding Steam Traps,” Chemical Engineering Progress,107 (2), pp. 21–26, www.tlv.com/global/US/articles/understanding-steam-traps.html (Feb. 2011).
Risko, J. R., “Ask the Experts — Optimize the Entire Steam System,” Chemical Engineering Progress,104 (2), p. 32, www.tlv.com/global/US/articles/optimize-the-entire-steam-system.html (Feb. 2008).
Risko, J. R., “Handle Steam More Intelligently,” Chemical Engineering, pp. 44–49, www.tlv.com/global/US/articles/handle-steam-more-intelligently.html (Nov. 2006).
Risko, J. R., “Steam Heat Exchangers Are Underworked and Over-Surfaced,” Chemical Engineering, pp. 58–62, www.tlv.com/global/US//articles/steam-heat-exchangers-are-underworked-and-over-surfaced.html (Nov. 2004).
TLV Co., “Engineering Calculator,” Kakogawa, Japan, www.tlv.com/global/US/calculator/ (2016).
TLV Co., “What is Water Hammer,” Kakogawa, Japan, www.tlv.com/global/US/steam-theory/what-is-waterhammer.html (2011).
TLV Co., “Steam Trap Management System,” Kakogawa, Japan, www.tlv.com/global/US/products/070800.html (2010).
Walter, J. P., “Implement a Sustainable Steam-Trap Management Program,” Chemical Engineering Progress,110 (1), pp. 43–49, www.tlv.com/global/US/articles/sustainable-steam-trap-management-program.html (Jan. 2014).
1

Copyright Permissions
Would you like to reuse content from CEP Magazine? It’s easy to request permission to reuse content. Simply click here to connect instantly to licensing services, where you can choose from a list of options regarding how you would like to reuse the desired content and complete the transaction.