

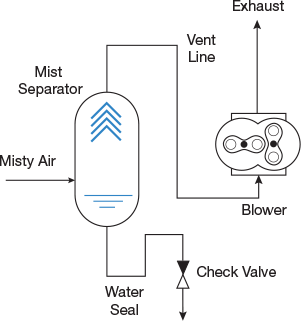
▲ The mist separator system had a check valve and water seal in place to prevent reverse flow of air.
During plant startup, the pulley of a double-lobe blower on a mist separator vent line suddenly broke while rotating, explosively expelling fragments (Image 1). Fortunately, the pulley guard (Image 2) captured the fragments, preventing potentially serious consequences. If the guard had only been intended to prevent personnel from contacting the moving parts or if it had been removed for inspection, nearby personnel could have been seriously injured or killed.
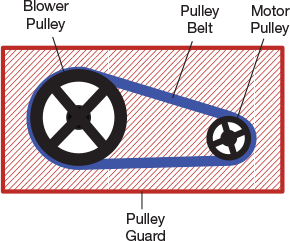
▲ The pulley guard fortunately captured the fragments that were expelled when the pulley broke.
A significant amount of water was found inside the blower after the incident. The water originated from the separator, which retained mist and small amounts of fibrous dust from the process. The water suddenly stopped the rotation of the pulley shaft and the lobes, shearing off the lobes. The pulley rim continued to rotate, which caused the pulley to break, expelling the pulley fragments.
A check valve and water seal on the separator drain line were designed to prevent reverse flow of air through the system. Dust particles (held back by the mist separator) caused the check valve on the water seal drain line to remain open, which allowed a stream of air to flow continuously back up the drain line. The stream of air carried water from the separator into the blower.
During shutdown, the mist separator and the drain had been cleaned and emptied. The start-up procedure did not require personnel to fill the water seal before starting the blower. The check valve blocked the drain, which allowed the water seal to fill only with water precipitated from the air, so it was empty at start-up. The failure of the check valve may not have been detected prior to shutdown because it was obscured by the filled water seal.
What Can You Do?
- Know which components are safety-critical equipment (SCE) for your process. Failure of SCEs have serious consequences.
- Ensure the SCEs in your plant are properly inspected and maintained by qualified personnel.
- Understand why valves and check valves are included in the process design. Consider the consequences if they do not work properly. If you take part in a process hazard analysis (PHA), consider all valve failure modes.
- If you suspect that any SCE component of your plant may not be working properly, especially one that is hidden, report your concerns to management.
- Make sure all valve positions, the status of all equipment, and process conditions (including correct liquid level in vessels) are identified in start-up procedures. These parameters need to be as specified by the standard operating procedures (SOPs) when start-up begins.
Don’t just follow start-up procedures — understand why they are in place!
©AIChE 2020. All rights reserved. Reproduction for non-commercial, educational purposes is encouraged. However, reproduction for any commercial purpose without express written consent of AIChE is strictly prohibited. Contact us at ccps_beacon@aiche.org or 646-495-1371.

Copyright Permissions
Would you like to reuse content from CEP Magazine? It’s easy to request permission to reuse content. Simply click here to connect instantly to licensing services, where you can choose from a list of options regarding how you would like to reuse the desired content and complete the transaction.