
Important considerations in polymerization reactor design include heat removal, kinetics, and process dynamics, as well as polymer properties and product quality.
Polymer reaction engineering is an interesting field, with many rich and rewarding problems to be solved. To be successful in this field, a chemical engineer needs to understand a few principles beyond the basics of reaction engineering. Building on concepts presented in an earlier CEP article on plastics (1), this article explores some of the most important of those principles related to selecting, sizing, and troubleshooting polymerization reactors.
Polymers tend to be viscous, which often imposes lower limits on their concentrations in diluents and on reaction temperatures. At very low temperatures, or in the absence of a solvent, the viscosity of a reacting mixture might be so high that it severely limits heat transfer. Worse yet, the polymer might crystallize and coat the catalyst- and monomer-injection systems.
One common approach is to carry out the reaction in a low-viscosity continuous phase that includes monomer and other important components, with the polymerization occurring in a discrete phase made up of viscous, and sometimes even solid, polymer particles (Figure 1). Such heterogeneous polymerization systems are often used in free-radical polymerization.
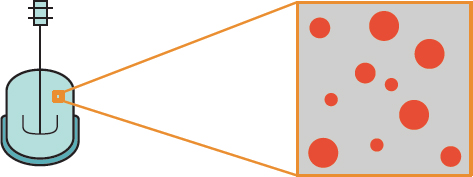
▲ Figure 1. Polymerization of a viscous discrete phase (orange circles) in a less-viscous continuous phase (gray background).
An interesting example of a heterogeneous system is olefin polymerization in fluidized-bed reactors. A supported catalyst in the form of very small particles, with diameters of only a few microns, is injected into the reactor. Monomer in the continuous gas phase forms chains at the catalyst active sites. As the cycle of chain birth, growth, and death repeats, catalyst particles fragment and create more surface area for the monomer to attach to; the polymer links the fragmented catalyst pieces together, forming polymer particles whose final diameters are easily ten times those of the original particles (Figure 2). The viscosity problem is avoided, but the high reaction rates can cause a different problem: Particles that are unable to transfer energy to the gas phase at the same rate they are generating it are at risk of overheating, melting, and sticking to each other or to solid surfaces (2).
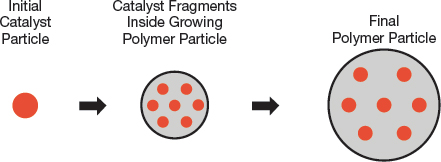
▲ Figure 2. In a fluidized-bed reactor, catalyst particles fragment, and polymer links the fragments. The polymer particle expands and can be an order of magnitude larger than the original catalyst particle.
Viscosity, like melt strength, is an end-use property — the kind of property that producers and their customers use to measure product performance. Underlying these properties sits another layer of properties that relate to molecular architecture and include molecular weight, polydispersity index, and degree of branching.
The molecular architecture of a polymer can be influenced by chemistry, reactor configuration, and process conditions, all of which must be well understood for reactor selection and design. Without that understanding, an attempt to improve throughput, for example, by raising reactor temperature, might lead to unexpected results in the customer’s application (3).
Olefin polymerization normally employs catalysts that are extremely sensitive to poisoning. Each catalyst active site produces multiple chains, and each chain lasts only fractions of a second before another chain takes its place on the active site. Growing chains are removed from active sites by chain-transfer agents. Hydrogen, a common chain-transfer agent, can have a significant impact on molecular weight, even at very low levels. The polymerization process can be complicated by side reactions that form macromers (i.e., chains containing a terminal double bond) and their subsequent reincorporation as branches along the chain backbone (4).
Although it is important to control the temperature and the level of chain-transfer agent, doing this is not as straightforward as it may seem, because in many reactors there is not just one temperature and one level of chain-transfer agent. As these conditions change in space or in time, the polymer that exits the reactor is usually a composite of polymer populations with different molecular architectures. Unlike a reactor that produces ammonia, where all product molecules are the same regardless of the temperature the reactants experienced as they flowed through the reactor, polymers can be, and typically are, complex mixtures of different molecules (5).
Reaction system design
System design extends beyond the design of the vessel itself; other components require close attention as well. This section discusses some of the challenges involved in polymer manufacturing (Figure 3) and their impact on process equipment; some are explained in more detail in later sections.
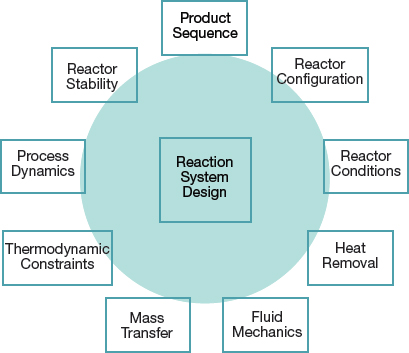
▲ Figure 3. Reaction system design must take into account a wide range of considerations.
- Product sequence. Polymerization reactors are rarely built to make only one product over the entire life of the equipment. Normally, a reactor switches among a handful of products. In addition, markets change, so manufacturers prefer a flexible design — one that is good today, and, with little or no modification, 30 years from now.
- Reactor configuration. Reactor configuration is determined by the reaction scheme for making the product of choice with the desired molecular architecture. Living polymers, for example, maintain their narrow distributions as long as all chains have the same residence time, which can be achieved in a well-mixed batch reactor or a plug-flow reactor.
- Reactor conditions. Polymer properties, like catalyst activity, also vary with temperature and with the level of chain-transfer agent. Reactor conditions depend on the reactor configuration. Some reactors are vulnerable to temporal or spatial variations, the products of which are really composites of chain populations produced at various times or various locations in the reactor.
- Heat removal. The heat released by many polymerization reactions of commercial interest is usually more than a simple heat-removal mechanism, such as a jacket or a coil, can handle. As a result, engineers need to be creative in developing mechanisms that do not significantly increase capital cost — for example, an external heat exchanger with a recirculation pump. The high viscosities of most polymerization systems, and the corresponding low heat-transfer coefficients, make this task particularly challenging.
- Fluid mechanics. Polymers and their mixtures do not always behave like Newtonian fluids. This issue is particularly critical in a monomer-injection system, where fluids with very different properties and temperatures must mix rapidly to avoid creating polymer populations with the wrong properties.
- Mass-transfer limitations. Mass-transfer limitations are common in heterogeneous systems, because the monomer and other components must diffuse through a continuous phase in order to reach the discrete phase where polymerization takes place. Systems that appear to be simpler can have these limitations as well. For example, if the monomer is volatile and a headspace exists in the reactor, the monomer may accumulate in the headspace, lowering its rate of consumption in the liquid phase.
- Thermodynamic constraints. Even if only one phase is expected to exist in the reactor, process operators and engineers should stay vigilant to ensure that a second phase does not form. Running the reactor at a very low pressure risks the formation of a vapor phase. Running at a very low temperature risks coating the reactor internals with polymer. Neither of these is a welcome sight, especially the latter.
- Process dynamics. In continuous processes, the more complex the product sequence, the more important it is to manage a quick transition between polymer grades. Some grades might be completely incompatible because of the markets to which they are destined, so the need to avoid cross-contamination puts an additional stress on the manufacturer, and highlights the need for efficient product-grade-transition schemes.
- Reactor stability. The thought of releasing increasing amounts of energy from a reactor brings to mind the possibility of multiple steady states, sustained oscillations, chaotic behavior, and the danger of a reactor runaway. Some people believe these problems are only concerns of academia, but they can easily lead to trouble. A good reaction system design avoids operating a reactor too close to a limit point, for example, where a small disturbance causes a rapid deviation from the desired steady state.
Heat removal
Polymers share a common problem with small molecules. Polymerization reactions, which are strongly exothermic, can release significant amounts of energy (6). (For example, olefin polymerization releases 96 kJ/mol; in the case of propylene, that translates to 2,300 kJ/kg.) The removal of that energy is thus a key aspect of reactor design.
Consider a 100,000-ton/yr plant for polypropylene production. The plant would release energy at an average rate of 7,300 kJ/sec. Some of that energy can go into heating the feed stream, but the majority of it must be removed by some other means. Imagine that 90% conversion is expected from a continuous stirred-tank reactor (CSTR) with a 30-min residence time and a feed stream containing 40% propylene. Such conditions would require a reactor volume of approximately 25 m3. A jacketed reactor of this volume has a heat-transfer area in the neighborhood of 30 m2. With an assumed heat-transfer coefficient of 1 kJ/m2-sec-°C, the required temperature gradient between process fluid and coolant is an excessive 243°C.
A jacket as the main method of heat removal imposes a serious limitation on the polypropylene plant. This limitation is often avoided by adding an external heat exchanger (Figure 4). Such a configuration is probably the most common arrangement used in polymer manufacturing today.
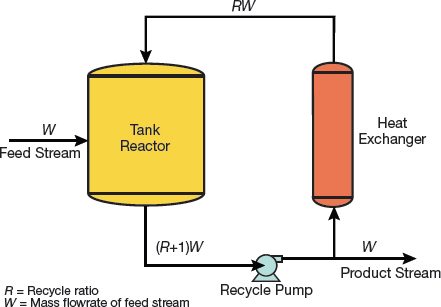
▲ Figure 4. Many continuous stirred-tank reactors (CSTRs) employ an external heat exchanger to remove the large amount of heat produced during polymerization.
It is easy to see why the external heat exchanger is an attractive configuration. A shell-and-tube heat exchanger has an area per unit volume of 4/d (where d is the diameter of each tube). A shell-and-tube exchanger with 2-in.-dia. tubes and a volume that is 25% of the combined volume of the tank, heat exchanger, and the pipes connecting them has an available heat-transfer area of 500 m2; a temperature gradient of 15°C is sufficient to handle the energy released by the propylene polymerization system.
If necessary, the process could be designed with an exchanger that has a larger area for heat transfer. Larger heat exchangers account for a larger portion of the total process volume. In the extreme, instead of a separate reactor and heat exchanger, the process would consist of a tubular loop reactor in which reaction and heat exchange both occur (7).
A simple energy balance for the tank in Figure 4 (ignoring the effect of reaction outside the tank) states that the energy generated by the reaction is removed in the heat exchanger or used to raise the temperature of the feed stream to reaction temperature:

where wMf and wM are the weight fractions of monomer in the feed stream and the reactor, respectively; –∆Hp is the heat of polymerization; R is the recycle ratio; Cp is the average heat capacity of any of the streams; and T, Tr, and Tf are the temperatures of the reactor, the recycle stream leaving the heat exchanger (entering the reactor), and the feed stream, respectively.
Figure 5 plots the temperature difference across the heat exchanger in the 100,000-ton/yr polypropylene plant (Figure 4) as a function of recycle ratio, with a feed tempera
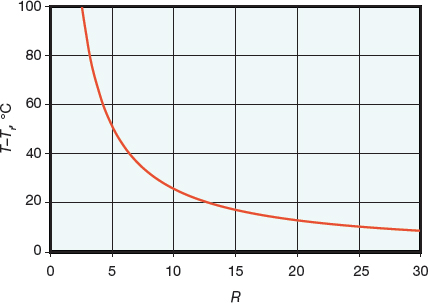
▲ Figure 5. The temperature drop across a heat exchanger is a function of recycle ratio. This plot is for the exchanger in Figure 4 when T – Tf = 50°C.
ture that is 50°C below the reactor temperature (Tf = T – 50). Low recycle ratios, say R ≤ 10, require very large temperature differences. Recycle ratios of R > 10 may not be feasible, though — depending, for example, on the size of the recycle pump that you can afford...
Would you like to access the complete CEP Article?
No problem. You just have to complete the following steps.
You have completed 0 of 2 steps.
-
Log in
You must be logged in to view this content. Log in now.
-
AIChE Membership
You must be an AIChE member to view this article. Join now.
Copyright Permissions
Would you like to reuse content from CEP Magazine? It’s easy to request permission to reuse content. Simply click here to connect instantly to licensing services, where you can choose from a list of options regarding how you would like to reuse the desired content and complete the transaction.